
Mit dem Linear-Durchlauf-Gleitschleifsystem R 550/4600 DA von Rösler kann Schefenacker Mirrors pro Stunde im Schnitt 1950 Druckguss-Teile für Automobil-Außenspiegel entgraten. Die Anlage lässt sich mit durchschnittlich 1,5 Mitarbeitern betreiben.
Es gibt weltweit nur wenige Automobilhersteller, die Außenspiegel oder zumindest Teile dafür nicht von der Schefenacker Mirrors GmbH aus dem schwäbischen Schwaikheim beziehen. Das zur Schefenacker AG gehörende Unternehmen ist nicht nur für Entwicklung, Musterbau und Konstruktion der Spiegel zuständig, es stellt auch die Spiegelträger und -fußsysteme für die Montagewerke rund um den Globus im Aluminium-Druckguss her. „Um die Wettbewerbsfähigkeit am Standort Deutschland zu sichern, mussten wir eine vollautomatische Produktion umstellen“, berichtet Christian Barth, Leiter der Metallfertigung bei Schefenacker Mirrors.
Die Spiegelkomponenten werden nach dem Gleitschleifen entweder lackiert oder ohne weitere Oberflächenbearbeitung verarbeitet. In beiden Fällen ist eine grat-, partikel- und fettfreie sowie homogene Oberfläche erforderlich. Hinzu kommt, dass in der Anlage das gesamte Spektrum von über hundert verschiedenen Teilen mit einem Gewicht zwischen 50 und 2500 g zu bearbeiten ist. „Ganz wichtig waren für uns ein hoher Rationalisierungseffekt, ein entsprechender Durchsatz, eine hohe Anlagenverfügbarkeit im 18-Schicht-Betrieb, eine lange Lebensdauer sowie die Anpassung an die örtlichen Gegebenheiten“, benennt Christian Barth die wichtigsten Kriterien.
Als Kernanlage wurde ein Linear-Durchlauf-Gleitschleifsystem des Typs R 550/4600 DA der Rösler Oberflächentechnik GmbH, Untermerzbach, projektiert. Das Unternehmen zählt als Komplettanbieter zu den weltweiten Marktführern bei der Produktion von Gleitschleif- und Strahlanlagen, Lackier- und Konserviersystemen sowie Verfahrensmitteln und Technik für die Oberflächenbearbeitung von Metallen und anderen Werkstoffen durch Entgraten, Entzundern, Entsanden, Polieren, Schleifen und dergleichen.
Die Gleitschleifanlage ist in die Fertigung integriert und wurde zur Entlastung der umliegenden Handarbeitsplätze in eine Schalldämmkabine eingehaust. Diese reduziert den Geräuschpegel auf 78 dB(A). Eine ausgeklügelte Logistik befördert die beschädigungssensiblen Werkstücke nach dem Gießen über einen „Fahrstuhl“ zu der Anlage. „Dies minimiert den innerbetrieblichen Logistikaufwand und den erforderlichen Personaleinsatz“, merkt Christian Barth an.
Die SPS der Anlage mit 20 verschiedenen Programmen ermöglicht eine optimierte Bearbeitung der unterschiedlichen Teile. Der Lift transportiert die Werkstücke in den ersten Stock und dreht den Teilebehälter um 180°. Eine Rückhaltevorrichtung verhindert, dass die Teile vorzeitig herausfallen und sich gegenseitig beschädigen. Nachdem die Endstellung erreicht ist, werden die Werkstücke in einen Puffer übergeben, der ein besonders schonendes Handling sicherstellt.
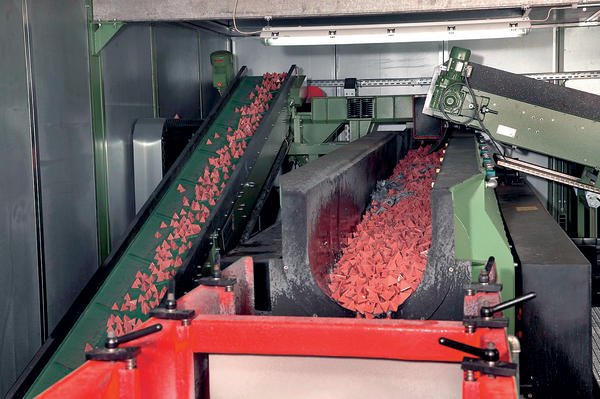
Der Beschickungspuffer dosiert die Gussteile durch Vibration nach Gewicht pro Zeiteinheit in die Anlage. Die Durchsatzleistung liegt derzeit bei durchschnittlich 650 Teilen in etwa 20 min. Durch eine zweite vibrierende Puffer-Rinne werden die zum Verhaken neigenden Werkstücke weiter vereinzelt und gelangen über ein Transportband in den 4600 mm langen und 550 mm breiten Arbeitsbehälter. Hier erfolgt das schonende Entgraten, Entfetten und Homogenisieren der Oberfläche mit kunststoffgebundenen Schleifkörpern.
Durch den leistungsstarken Antrieb und die Lagerung des Arbeitsbehälters auf vier Luftfedern lässt sich die Durchlaufzeit den Anforderungen flexibel anpassen. Getrennt werden Schleifkörper und Spiegelkomponenten durch eine von der eigentlichen Bearbeitungszone unabhängige Separierstation mit zwei Wendestufen. Die Station wird über eigene, regelbare Vibrationsmotoren angetrieben. Zum Schutz der Teile ist sie so konzipiert, dass die Fallhöhen minimiert sind.
Nach der Trennstation durchlaufen die Werkstücke einen Heißluftbandtrockner und werden auf einen Speichertisch mit gegenläufigem Spezialstauband ausgegeben, wo Mitarbeiter eine visuelle 100-%-Kontrolle vornehmen. „Die Anlage bietet bei hoher Durchsatzleistung ein einwandfreies Ergebnis, so dass wir wirtschaftlich arbeiten können“, merkt Christian Barth an. „Der geforderte Rationalisierungseffekt wurde vor allem durch den hohen Automatisierungsgrad auch in der Teilezuführung erreicht. Sie ermöglicht uns den Betrieb der Anlage mit einem durchschnittlichen Personaleinsatz von 1,5 Personen – das hätten wir mit keiner anderen am Markt verfügbaren Anlage erreicht.“
Die optimierte Umwälzung von Chips und Werkstücken im Arbeitsbehälter trägt zu einer gleichbleibend hohen Bearbeitungsqualität bei. Die kunststoffgebundenen Schleifkörper werden über ein Transportband in den Prozess rückgeführt. Nach dem Gleitschleifen werden die Teile auf den Speichertisch mit gegenläufigem Spezialstauband ausgegeben. Hier erfolgt eine 100-%-Sichtkontrolle der Teile. re
Einwandfreies Ergebnis bei hoher Durchsatzleistung
Unsere Webinar-Empfehlung

XR-Lösungen als sinnvolles Werkzeug im Service. Komplexität reduzieren und Wissen einfacher sowie verständlich zur richtigen Zeit, am richtigen Ort, im richtigen Format ausspielen.
Teilen:








{kind=link}