
Online-Einsicht in Fertigungsfortschritt, Qualität der Teile und Prozesszentrierung oder Gesamtanlageneffizienz: Der Kunststoffzulieferer HPC Hermann Plastic Components profitiert von einer ERP/MES-Lösung für Kunststoffteile
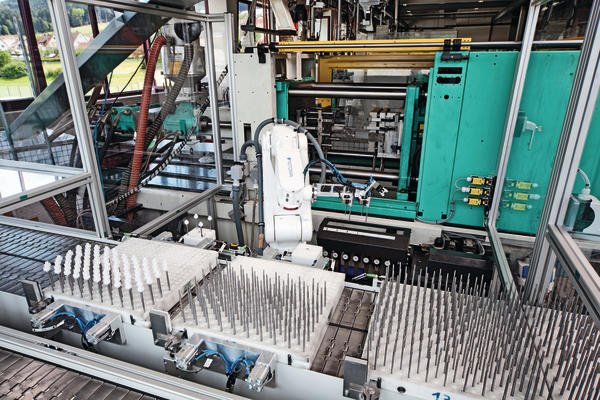
Die Fertigung thermoplastischer Kunststoffprodukte erfordert ein hohes Maß an praktischer Erfahrung und Know-how, um die Produkte in großen Stückzahlen und mit der geforderten hohen Qualität wirtschaftlich herstellen zu können. Dementsprechend muss auch die Fertigungsplanung und –steuerung in der Lage sein, die Besonderheiten dieses Herstellungsprozesses abzubilden. Der Kunststoffteilezulieferer HPC Hermann Plastic Components in Gosheim führte zwei Jahre nach dem CAQ-System von Gewatec auch die gesamte ERP/MES-Branchenlösung für Kunststoffteile des Systemhauses ein. Das Ergebnis: eine Online-Einsicht in Fertigungsfortschritt, Qualität der Teile und Prozesszentrierung (cpk) oder Gesamtanlageneffektivität (OEE). Und das sowohl in der Arbeitsvorbereitung als auch über die Prozessampel direkt an der Maschine.
In dem prosperierenden Markt der Präzisionskunststoffteile machte sich Reinhard Hauser 2007 selbstständig und übernahm im Zuge der Altersnachfolge ein kleines Unternehmen inklusive der Kundschaft und der Maschinen. Die HPC Hermann Plastic Components begann mit fünf Mitarbeitern die Produktion, heute sind es bereits 21. Der Geschäftsführer blickt zurück. „Für mich war klar, vom ersten Tag an mit einem CAQ-System die Daten unserer Teile zu erfassen und so unsere hohe Qualität verifizierbar zu dokumentieren. Nicht zuletzt wird das von unserem wichtigsten Kundenbereich, der Automobilindustrie, gefordert.“
Allerdings erfordere das Kunststoffspritzgießen viel Erfahrung, um die geforderte Qualität zu erreichen. Die Kunststoffverarbeitung laufe nun mal über die Veränderung von Aggregatzuständen, von fest zu flüssig und wieder zurück zu fest. Hauser: „Das Ziel ist, diesen festen Zustand so nahe wie möglich wieder an die ursprüngliche Molekularstruktur zurückzubringen – und das sicher wiederholbar. Da arbeiten wir mit Drücken, Zeiten, Temperaturen und weiteren Parametern, die am Gesamtergebnis beteiligt sind.“ Hinzu komme, dass die technischen Kunststoffe in der Verarbeitbarkeit alle unterschiedlich sind, da helfe oft nur die Erfahrung weiter, um einen Prozess sicher fahren zu können.
Deshalb sind nach den Worten des Geschäftsführers Betriebsunterbrechungen immer ein gewisses Problem, erfordern sie doch das Wiederhochfahren des Prozesses, das immer eine bestimmte Menge an Ausschussware und vor allem Zeit kostet. Was den Einsatz einer guten IT-Unterstützung in der Kunststoffverarbeitung unerlässlich mache, um die mit händischer Steuerung oft verursachten Stauungen in den Abläufen zu vermeiden.
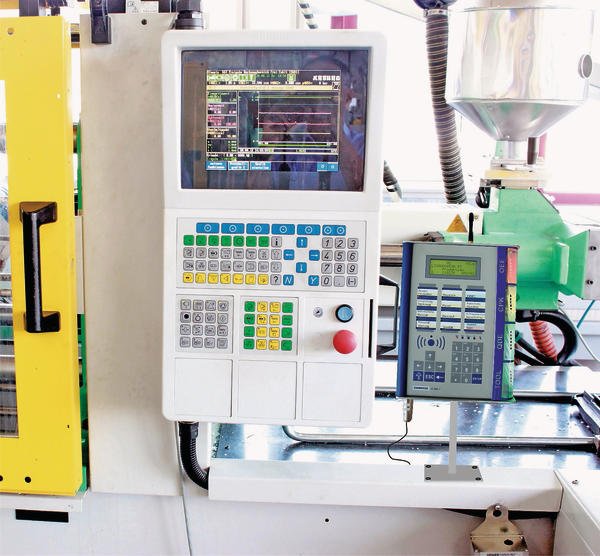
HPC setzte von Beginn an das CAQ-System von Gewatec ein. Nach zwei Jahren wurde die komplette ERP/MES-Branchenlösung Kunststoffe eingeführt, mit den Modulen PPS, KapPlan (Kapazitätsplanung), PMS (Produktionsmittel Management), ProVis (Maschinen- und Betriebsdatenerfassung), CAQ und die CNC-Programmübertragung und -verwaltung. Das Systemhaus installierte neben der Software auch die gesamte Hardware, das heißt, die von Gewatec selbst hergestellten MDE/BDE-Terminals mit integrierter Prozessampel, die PCs und das Netzwerk.
Eine bessere Effizienz und Transparenz zeigt sich nach Hausers Worten heute an vielen Stellen des Auftragsdurchlaufs. Er sieht die Vergangenheit illusionslos: „Das Händische war erstens zeit- und personalaufwändig, aber vor allem auch ungenau, eine Mischung aus Bauchgefühl und Erfahrungswerten.“ Solche Ungenauigkeiten konnten auch bedeuten, dass plötzlich zwei Maschinen gleichzeitig zum Rüstvorgang anstanden, was in jedem Fall zu Stausituationen in der Produktion führte.
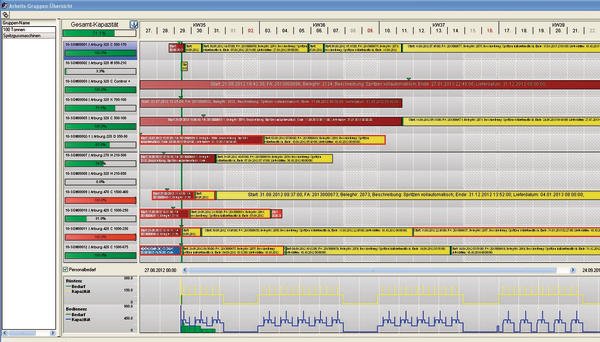
Rüstzeiten lassen sich mit der Kapazitätsplanung des Gewatec-Systems in den Betriebsablauf integrieren, sodass die Fachleute zum Rüsten verfügbar sind und Leerläufe anderer Maschinen vermieden werden. Mit den über das MDE/BDE-Modul erfassten Daten kann das System jetzt online den aktuellen Stand des Auftrags ausweisen, was der Geschäftsführer entsprechend nutzen kann, um Kundenanfragen direkt zu beantworten.
Die Messdaten aus der CAQ-Abteilung werden von der Software genutzt, um kontinuierlich die Qualität des Prozesses und der Anlagen über die beiden Kennzahlen cpk und OEE anzuzeigen. Der per SPC ermittelte Prozessfähigkeitsindex cpk zeigt an, wie sicher die laut Spezifikation angegebenen Qualitätsziele erreicht werden, also der Prozess zentriert ist. Und die Gesamtanlageneffektivität OEE dokumentiert die Qualität/Wertschöpfung einer Maschine bzw. Anlage über die drei Faktoren Verfügbarkeit, Leistung und Qualität.
Das Erreichen von Grenzwerten dieser beiden Kennzahlen wird auch dem Werker online an der Maschine über Leuchten der sogenannten Prozessampel signalisiert (grün, gelb, rot), sodass er sofort gegensteuern kann und kein unnötiger Ausschuss produziert wird. Die Prozessampel signalisiert ihm mit der dritten Leuchte die Aufforderung zur SPC-Messung und die vierte Leuchte zeigt den Zeitpunkt der Werkzeugwartung an. Der letzte Punkt ist beim Kunststoffspritzen besonders wichtig, denn „ein Werkzeug ist hier eine Produktionseinheit, die fast so wichtig ist, wie die Maschine selbst. Ein exaktes Produktionsmittel-Management mit rechtzeitigem Werkzeugwechsel zu vorbeugenden Wartungen ist deshalb unerlässlich. Mit den Daten des ERP sind die vorbeugende Wartung der Maschinen und der kapitalintensiven Werkzeuge gut umsetzbar.“
Hauser zeigt sich insgesamt zufrieden: „Mit der Unterstützung des Gewatec-ERP haben wir nach 14 Monaten bereits die Zertifizierung nach DIN EN ISO:9001:2000 erreicht. Außerdem können wir die jährliche sogenannte Requalifizierung der Automobilindustrie über das System sehr gut abbilden.“ Neben der Transparenz habe sich auch die Auslastung der Anlagen mittels OEE und Kapazitätsplanung entscheidend verbessert. Es gebe weniger Störgründe im Fertigungsablauf, die zudem gut dokumentiert seien. Das heißt, die Sörungen können genau analysiert und mit gezielten Investitionen beseitigt werden.
Der Unternehmensinhaber denkt für die Zukunft noch über ein Eskalationsmanagement nach, bei dem er automatisch über SMS bei einer Störung benachrichtigt wird oder über einen Mobile Client, mit dem er über Handy Auswertungen rund um die Uhr abrufen kann. „Aber“, rudert er dann doch eher zurück, „man brauche auch als Chef mal seine Auszeiten oder seinen Urlaub, wo man nicht jederzeit verfügbar sein will.“
Eduard Rüsing Freier Fachjournalist in Karlsruhe www.gewatec.com
Unsere Webinar-Empfehlung

XR-Lösungen als sinnvolles Werkzeug im Service. Komplexität reduzieren und Wissen einfacher sowie verständlich zur richtigen Zeit, am richtigen Ort, im richtigen Format ausspielen.
Teilen:








{kind=link}