


Im Technologiezentrum Nordenham steht die Wiege einer neuen Produktionstechnik. Der Systemanbieter FFT-EDAG entwickelt zusammen mit der EADS-Tochter Premium Aerotec eine automatisierte Fertigungszelle zum Positionieren von Stringern auf CFK-Rumpfteile. Die Lösung soll bei der Fertigung des Airbus A350 XWB zum Einsatz kommen.
Die Flugzeugproduktion des neuen Airbus läuft an. Das erste Flugzeug ist bereits in der Endmontage. Die Fertigungsanlagen dafür werden weiterentwickelt, insbesondere soll der Automatisierungsgrad vorangetrieben werden. Bei dem neuem Flugzeug werden die Flügel und die Struktur des Rumpfes aus Kohlefaser-Verbundwerkstoffen gefertigt. Die Produktionseinrichtungen werden gemeinsam von der EADS-Tochter Premium Aerotec und dem Systemanbieter FFT-EDAG entwickelt. Dazu haben sich beide Unternehmen im neuen Technologiezentrum Nordenham eingemietet. Premium Aerotec ist spezialisiert auf den Bau von Flugzeugstrukturbauteilen. Die dazu erforderlichen Fertigungseinrichtungen werden ebenfalls bei Premium Aerotec betrieben und weiterentwickelt. FFT-EDAG liefert insbesondere für die Luftfahrt- und Automobilindustrie serienreife Lösungen bis hin zu Turn-Key-Produktionsanlagen. Das Unternehmen gilt als das größte unabhängige Entwicklungsunternehmen weltweit.
Die Chance, neue Techniken in den Flugzeugbau einzuführen, bietet sich nicht immer. Aus Sicherheitsgründen bleibt man eher bei traditionellen Verfahren und teilweise auch bei der Handarbeit. Wenn nun ein grundlegender Wandel im Material einsetzt, sind neue Fertigungsverfahren jedoch unabdingbar. Da qualitativ hochwertig, reproduzierbar und kostengünstig produziert werden soll, stellt sich nicht die Frage ob, sondern wie automatisiert werden soll.
Bislang ist beim Bau einer CFK-Flugzeugrumpfschale noch viel Handarbeit erforderlich. Eine erste Produktionszelle soll zeigen, dass sich das manuelle Setzen von Stringern automatisieren lässt. Das Prinzip: Mit Harz vorimprägnierte Kohlefaser, das so genannte Prepreg, wird in eine Form gelegt. Je nach erforderlicher Wandstärke erfolgt dies in mehreren Schichten übereinander. Ihre Härte bekommen CFK-Teile, indem sie gebacken, also in einem Ofen unter Druck bei rund 180 °C ausgehärtet werden. Um die für einen Flugzeugrumpf erforderliche Steifigkeit zu erzielen, werden in die vorgefertigte Schale, die bereits die Form des Flugzeugrumpfes hat, in Längsrichtung zusätzliche Versteifungen eingelegt, die so genannten Stringer. Weil dieser Vorgang vor dem Aushärten erfolgt, spricht man in dieser Phase von „nassem Material“.
Bei der Automatisierung dieser Arbeitsschritte sind einige Hürden zu nehmen, denn aus anderen Verfahren lassen sich kaum Erkenntnisse übertragen. Im Prinzip sollen aus großen, wenig eigensteifen Einzelteilen präzise Flugzeugstrukturen montiert werden. Dabei muss das Angebot an die Flugzeugindustrie nicht nur technisch überzeugen, sondern auch wirtschaftlich überlegen sein. Wie im Automobilbau verspricht eine Plattformstrategie eine hohe Flexibilität und stellt entsprechende Ansprüche an die Automatisierung. Mike Wehn, Projektleiter bei FFT-EDAG in Nordenham, erinnert sich an die Entwicklungsvorgabe: „Flexibel programmierbare Roboter sollen unflexible große Vorrichtungen ersetzen.“
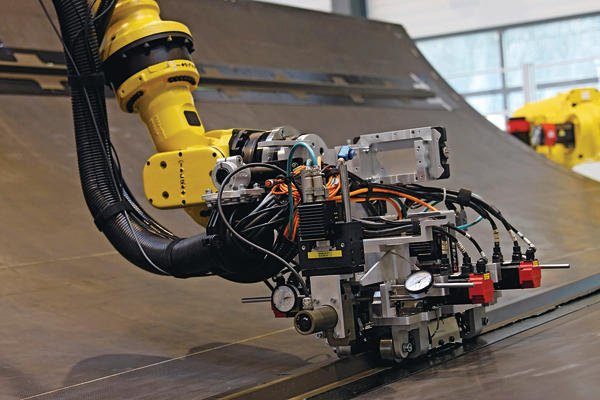
Derzeit ist im Technologiezentrum Nordenham eine erste Produktionszelle entstanden. Getestet wird mit einem Bauteil, das bereits etwa halb so groß ist wie das Original. In das 7 m lange Rumpfteil werden insgesamt 16 Stringer eingelegt. Zum Einsatz kommen dabei zwei Roboter des Herstellers Fanuc. Beide Modelle in der Testzelle sind mit einem verlängerten Arm ausgerüstet. So ergibt sich bei der Ausführung R-2000iB/100P eine maximale Reichweite von 3500 mm. Einer der beiden Roboter ist auf dem Boden befestigt, der zweite ist auf einer Verfahrachse montiert und hält den Werkzeugkopf.
Die Steuerung aller Achsen übernimmt der Controller R-30iA. Insgesamt sind 17 Achsen zu regeln. Davon entfallen jeweils sechs auf die Roboter, vier auf den Werkzeugkopf und eine auf die Verfahrachse. Weiterhin sind diverse Aktuatoren im Kopf verbaut, die über Profibus in das System eingebunden sind. „Der Clou beim Roboterkopf sind die vier integrierten Fanuc-Servomotoren“, so Mike Wehn. Mit denen lassen sich die Seitenteile zueinander verstellen, so dass man den Kopf auf unterschiedliche Geometrien einstellen kann. Die Idee dahinter ist, Offline-Programme nicht nur für die Simulation zu verwenden, sondern direkt in die Fertigungsprogramme zu übertragen und mit den Werten zu arbeiten, die beispielsweise aus RobCAD oder Catia stammen. „Wir sparen uns dadurch manuelle Einstellarbeiten am Kopf, denn die Servomotoren richten sich je nach Programm automatisch ein“, so Wehn. In der aktuellen Phase haben die Entwickler von FFT-EDAG die unterschiedlichen Schalen von Premium Aerotec berücksichtigt. Ursprünglich hätte jede dieser Formen ein eigenes Werkzeug zum positionsgenauen Auflegen der Stringer erfordert. Dieser eigens entwickelte, so genannte Rollklebekopf ist so ausgelegt, dass man mit einem Werkzeug auskommt.
Nicht erst in der späteren Produktion ist die Verstellbarkeit über Servomotoren nützlich. Schon in der Entwicklungsphase der Zelle ergeben sich immer wieder Änderungen. Überhaupt sind die Entwicklungspläne in vielen Punkten alles andere als festgenagelt, wie Wehn berichtet: „Wir entwickeln gerade eine Anlage, wie sie später tatsächlich in der Produktion aussehen könnte. Auch unter Berücksichtigung von Platzverhältnissen einschließlich der Logistik.“ Eine Entwicklung stößt sozusagen bereits die nächste an. Um die Wertschöpfung in der Anlage beim Legen der Stringer zu erhöhen, arbeiten die Forscher daran, auch Vliese oder sonstige Hilfsstoffe zwischen die Stringer zu legen. Auch der nächste Arbeitsschritt soll automatisiert werden. Dieser betrifft das Auflegen einer Folie, die Stringer und Hilfsstoffe abdeckt.
Das Bewegungsprofil der Roboter ist dabei sehr wichtig. Die eingesetzten Modelle müssen die parallel zur Schale bereitgestellten Stringer greifen, über Kopf heben und dann auf den Millimeter genau in die Schale einlegen. Was jetzt mit nur zwei Robotern getestet wird, könnte bald größere Dimensionen annehmen. Dann werden auf jeder Längsseite der Halbschale je vier Roboter die bis zu 18 m langen Stringer handhaben. Das erfordert präzise und absolut synchrone Bewegungen. „Was mit einer konventionellen Programmierung schwer wäre, ist dank der Multiarm-Funktion komfortabel einzurichten“, so Wehn.
In der Praxis greifen die Roboter je einen Stringer, bewegen ihn dann über Kopf in die Halbschale und halten ihn schließlich wenige Zentimeter über der Materialoberfläche. Dabei muss unbedingt vermieden werden, dass die Stringer unkontrolliert schwingen. Wie beim Kleben eines langen Tesafilm-Streifens wird dann ein Ende des Stringers aufgelegt und danach exakt positioniert. Ausgestattet mit seinem Rollklebekopf fährt der Roboter langsam auf der Verfahrachse, bis der Stringer komplett aufgelegt ist. Auf diese Weise lässt sich das Band weitgehend kraftfrei aufsetzen.
Mike Wehn erklärt, warum schon das Auflegen möglichst kraft- und spannungsfrei sein muss: „Wir müssen beim Positionieren eine Genauigkeit von drei Zehntel Millimetern einhalten. Und wir müssen zeigen, dass wir diese Positionierung wiederholbar genau und stabil automatisieren können.“ Um diese Genauigkeit im gesamten Arbeitsbereich von 18 x 3,5 m zu gewährleisten, wurde dem Prozess der Lasertracker AT901 von Leica zugeschaltet, der den Roboter während seiner Fahrt über die Stringer vermisst und auftretende Abweichungen zum 3D-Modell korrigiert.
Bernhard Foitzik Fachjournalist in Neustadt
Bei der Schalenfertigung ganz vorn
Technologiezentrum Nordenham
Kerngeschäft der EADS-Tochter Premium Aerotec ist die Entwicklung und der Bau von Strukturen und Fertigungssystemen für zivile und militärische Flugzeuge. Das Unternehmen strebt in seinem Industriesegment die Führerschaft bei der Entwicklung und Anwendung neuer Werkstoffe, Techniken und Verfahren an. Zum speziellen Know-how gehören das Laserschweißen von Flugzeugstrukturen und das von der EADS entwickelte VAP-Verfahren bei der Herstellung von CFK-Strukturen. Das Werk Nordenham ist weltweit der modernste Produktionsstandort im Bereich der integrierten Schalenfertigung. Mit 2700 Mitarbeitern und einer Produktionsfläche von 600 000 m² ist es das größte Werk innerhalb der Premium Aerotec.
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}