

Fertigungslinien bestehen in der Regel aus einzelnen Stationen, die miteinander verknüpft sind. Transport und lagerichtige Übergabe der Werkstücke erfolgen über aufwendige, bauteilspezifische Vorrichtungen. Produktwechsel ziehen einen hohen Umrüstaufwand nach sich. Vor dem Hintergrund der immer kleiner werdenden Losgrößen ist diese Technik alles andere als flexibel. Eine Alternative hierzu sind Lösungen mit kameragestützter Teileerkennung, Roboter und Linearförderer. Solche Systeme brauchen keine speziellen Vorrichtungen mehr und können trotzdem das Schüttgut vereinzeln, greifen, vermessen und präzise ablegen.
„Unser Kunde ist ein Hersteller von Garten- und Astscheren für Landwirtschaft und Industrie“, erzählt David Leuzinger, Leiter Automation und Robotics bei der Compar AG in Pfäffikon. „Bei den Schneideklingen setzt das Unternehmen auf Qualität und spricht vor allem professionelle Anwender an.“ Dennoch sieht sich der Hersteller dem Preisdruck durch Billigfabrikate ausgesetzt. Um dem Kunden die Entscheidung für Qualität auch preislich zu erleichtern, wird in der Klingenfertigung jede Möglichkeit genutzt, die Kosten zu drücken. Die Klingenherstellung findet durchgängig auf automatisierten Anlagen mit hoher Produktivität statt.
„Bei diesen automatisierten Linien ist neben der hohen Produktivität auch eine möglichst kurze Umrüstzeit entscheidend“, so Leuzinger. „Die Produkte müssen in immer mehr Varianten hergestellt werden, wodurch die Losgrößen schrumpfen.“ Hinzu kommen begrenzte Sonderaktionen und die Fertigung von Ersatzteilen in vergleichsweise geringen Stückzahlen. Kleinere Serienlosgrößen wirken sich durch hohe Umrüstzeiten nachteilig auf die Gesamtproduktivität aus. Das gilt auch für die Handling-Einrichtungen, die den Teilefluss vor, zwischen und hinter den Maschinen abwickeln. Früher kamen hier meist mechanische Vorrichtungen zum Einsatz, die exakt auf das jeweilige Produkt ausgelegt waren. Solche Systeme sind zwar robust und schnell, verursachen beim Produktwechsel allerdings längere Stillstände.
Beim anstehenden Austausch einer älteren Produktionsanlage suchte der Scherenhersteller nach einer alternativen Lösung für die Zuführung der Bauteile, die als Schüttgut angeliefert werden. Das neue System sollte bei gleicher Zuverlässigkeit mit weniger Umrüstaufwand auskommen. Zudem wurde eine hohe Positioniergenauigkeit bei der Übergabe zum Nachfolgeprozess verlangt. „Wir haben hierfür ein Konzept entwickelt, das gerade mal aus drei Komponenten besteht, nämlich Kamera, Roboter und Feeder“, erläutert Leuzinger. Im praktischen Ablauf sind verschiedene Klingen für Scheren zu sortieren, die als rohe oder vorbearbeitete Stanzteile in Form von Schüttgut angeliefert werden. Die Teile gelangen über einen Steilförderer in einen Dosierbunker, von dem sie portionsweise auf eine Förderplattform gerüttelt werden. Auf dieser liegen sie nicht nur chaotisch neben- und aufeinander, sondern teilweise auch mit der Unterseite nach oben.
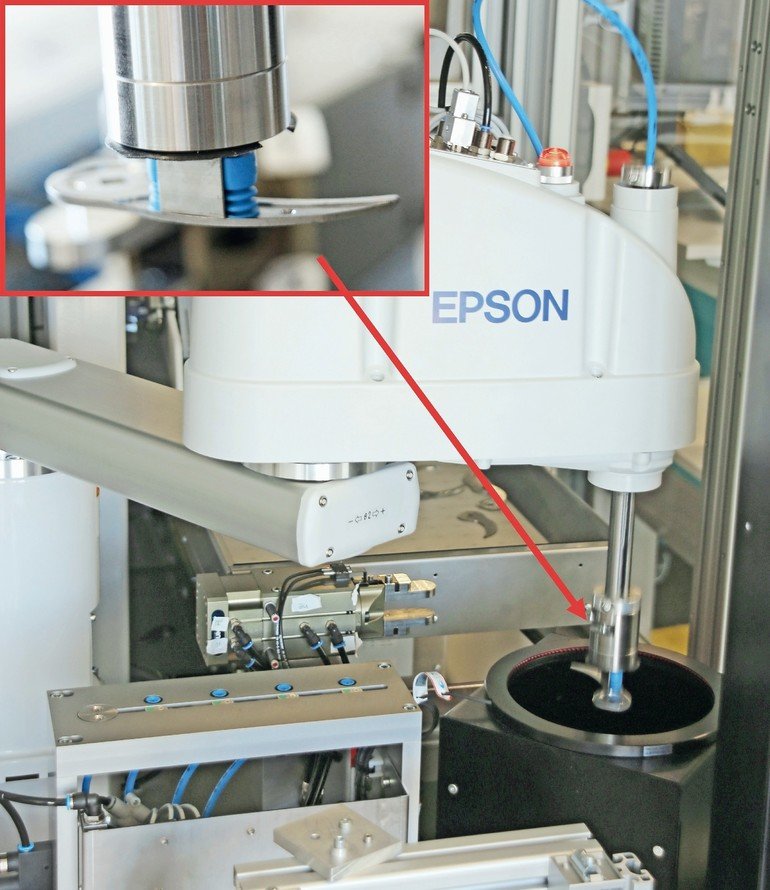
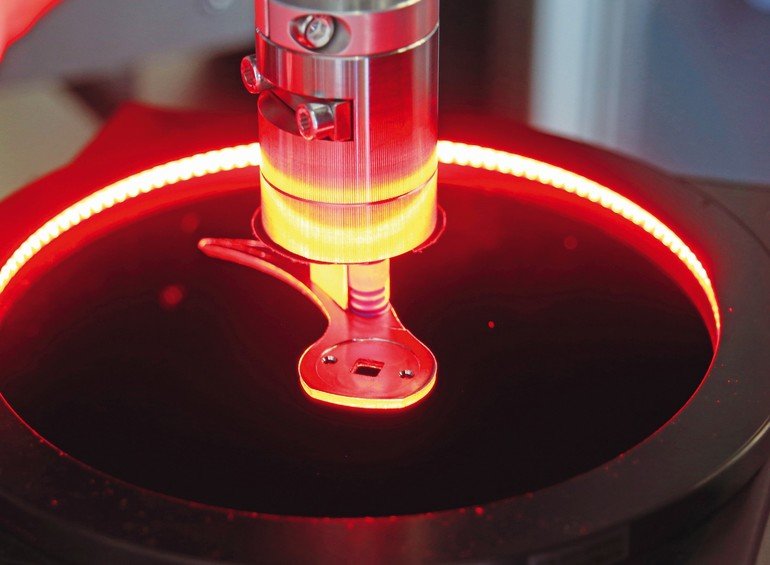
Die Teile werden mit einem Scara-Roboter abgegriffen, dessen Vakuumgreifer ohne Austausch für das gesamte Teilespektrum eingesetzt werden kann. Der Boden der Förderplattform besteht aus einem speziellen Kunststoff, der für Infrarotlicht transparent ist. Da er von unten gleichmäßig mit IR-Licht beleuchtet wird, wirkt er für die oben angebrachte Kamera wie ein Lichttisch, auf dem sich die Konturen der darauf liegenden Teile scharf abzeichnen. Die Erkennung der Werkstücke erfolgt innerhalb von 200 ms. Ein von Compar entwickeltes Softwarepaket klassifiziert die Teile, die sich nicht mit anderen überdecken, nach den Kriterien „ok“, „gedreht und ok“ oder „unbekannt“. Zur dritten Kategorie gehören überdeckt liegende Teile und Falschteile.
„Die taktzeitgerechte Versorgung des Folgeprozesses hat in dem System die höchste Priorität“, hebt Leuzinger hervor. Deshalb greift der Roboter zuerst die Teile, die in Ordnung sind und in der richtigen Klapplage liegen. Dafür wird der Greifer entsprechend der Lage des Teils gedreht und positioniert. Das gegriffene Werkstück wird anschließend zur nächsten Station verfahren und dort mit einer weiteren Kamera mit einer Genauigkeit von 0,02 mm vermessen. Je nach Ergebnis wird das Teil mit hoher Positionier- und Orientierungsgenauigkeit an den Folgeprozess übergeben, in einer Pufferstation mit vier Plätzen abgelegt oder im Ausschussbehälter entsorgt. Auch die gedreht liegenden Teile werden aufgenommen und zu einer Drehstation verbracht, wo sie mit einer Universal-Klemmvorrichtung gegriffen und in die richtige Lage gebracht werden. Anschließend greift der Roboter das Teil erneut und führt es zur Feinvermessung.
„Ein weiterer Vorteil des Systems ist seine leichte Bedienbarkeit“, betont Leuzinger. Vor der Auslieferung wurde die Anlage auf die Erkennung von lediglich zwei Bauteilen trainiert. Die Erkennung weiterer Teile kann der Kunde selbst programmieren. Dazu wird das System mit den entsprechenden Komponenten belegt und ein Lernmodus aufgerufen. Einmal eingelernte Teile werden später im praktischen Betrieb über ihre Geometrie identifiziert. Zudem arbeitet das System auch bei Produktwechseln weitgehend autark, da keine mechanischen Umrüstungen erforderlich sind. Ein Produktwechsel dauert lediglich ein paar Minuten. So lange braucht es, bis die Förderstrecke leer gefahren und neu befüllt ist. Für den Programmwechsel selbst muss der Bediener nur ein paar Tasten drücken.
Die Lösung bietet zudem eine vollwertige 3D-Erkennung, so dass beispielsweise Teile mit verschiedenen Oberflächenstrukturen auch dann unterschieden werden können, wenn sie falsch herum liegen. Für diese Option muss lediglich eine zusätzliche Kamerastation installiert werden. Außerdem können Werkstücke nicht nur durch Einlernen identifiziert werden, sondern auch durch einen Vergleich der gemessenen Geometrie mit den vorhandenen CAD-Geometriedaten. Im Prinzip lassen sich mit dieser Technik gemischte Teile auch in kleinen Stückzahlen zuverlässig erkennen, prüfen und sortieren. (ub)

Hier finden Sie mehr über:








{kind=link}