




Wie der Materialmix im Auto von morgen aussieht, zeichnet sich ab. CFK und Kunststoffe werden dabei sein. Geheimnisse gibt es eher um das Fügen. Nur so viel ist klar: Das Kleben wird extrem wichtig, und das mechanische Fügen sorgt für Speed.
„Der Einsatz neuer Werkstoffe stellt metallverarbeitende Unternehmen vor große Herausforderungen“, sagt Reinhard Gruber, Vertriebsleiter Automotive der Alpirsbacher Hetal-Werke, ein Lieferant von Beschlägen und Gelenkbaugruppen für die Sitzverstellung. „Im Sitzbereich erwarten wir schon in der nächsten Generation von Oberklasse-Fahrzeugen den Einsatz von Magnesium.“ Gruber sucht daher nach einer fügetechnischen Alternative zum Schweißbolzen. Dabei ist er auf die ATP-Einpressbolzen der Arnold Umformtechnik GmbH in Forchtenberg aufmerksam geworden. Der „ATP-TriPress“ ist ein dreieckförmiger Schnellverbinder, der auf den ersten Blick einer Schraube gleicht, jedoch durch schnelles Einpressen montiert wird. Anstelle eines Gewindes besitzt er umlaufende Sperrrillen und einen achsparallelen Rändel, die für eine unlösbare Verbindung mit hoher Auszugsfestigkeit und Verdrehsicherheit sorgen – vielleicht die gesuchte Alternative für Hetal? „Als Zulieferer müssen wir uns lange im Vorfeld über Varianten und Alternativen informiert haben, um kurzfristig ein Konzept vorlegen zu können, wenn wir mit der Auswahl neuer Materialien konfrontiert werden“, erklärt Gruber.
Dies gilt noch mehr für die Fügetechnik-Anbieter selbst. Um die automobile Entwicklung mit zu gestalten, müssen sie ihr weit voraus sein. Die Besten der Branche sind daher zu Entwicklungs- und Systempartnern der Automobilhersteller und ihrer Zulieferer geworden, von denen sie teilweise direkt mit der Weiter- und Neuentwicklung spezieller Fügesysteme beauftragt werden. Im Zuge dieses Wandels avancierten sie zu Technologieberatern und Dienstleistern.
Arnold Umformtechnik verdiente sich zum Beispiel Lorbeeren durch das Prototyping-Angebot „Fastener Express“: Mit der zugrunde liegenden fertigungstechnischen Infrastruktur können die Hohenloher innerhalb weniger Tage Prototypen von komplexen, maßgeschneiderten Verbindungsteilen zur Verfügung stellen. Ein weiteres Beispiel gibt Wettbewerber Ejot GmbH & Co. KG in Bad Berleburg, Geschäftsbereich Verbindungstechnik: Ein Kernprodukt von Ejot ist die selbstfurchende Schraube Delta PT zur Direktverschraubung thermoplastischer Kunststoffe. Ejot bietet dafür kostenlos das Prognoseprogramm Delta Calc an, das sich unter anderem „auf tausende von Schraubversuchen im Labor abstützt“, wie René Gerber betont, Produktmanager Verschraubungsberechnung. Delta Calc übernimmt die Vorauslegung der Schraubverbindung und berechnet relevante Drehmomente, Kräfte, Spannungen. Das Tool kann Hinweise geben, wie sich Gewicht und Kosten einsparen lassen, etwa durch weniger oder kleinere Schrauben und durch einheitlichere Schraubparameter.
All dieses gesammelte Know-how der Branche fließt in den Automobilbau ein und wird durch ihn angestachelt. Die Früchte der druckvollen Kooperation: Die Fügetechniker unternehmen immense Anstrengungen für den wirtschaftlichen Leichtbau in der nächsten Fahrzeuggeneration und haben dabei große Erfolge erzielt. Und zwar durch
- Gewichtseinsparung bei den Verbindungselementen selbst, durch
- Produktivitätssteigerungen bei den Fügeprozessen und durch
- angepasste oder neue Verfahren, die den vorwiegend noch metallischen Werkstoffmix mit hochfesten Blechen und Leichtmetallen überhaupt erst ermöglichen.
So beziffert Heiner Weiss, Vertriebsleiter bei der Ribe Verbindungstechnik GmbH & Co. KG in Schwabach, das Gewichtseinsparpotenzial durch den Einsatz hochfester Aluminium-Schrauben auf „mindestens 3 Kilogramm“ in Serien-Antrieben. Für 6-Zylinder-Motoren etwa benötigt BMW rund 200 solcher Alu-Schrauben. Das Krisenjahr 2009 nutzte Ribe, um für das Produkt eine neue Fertigungslinie aufzubauen, das die Durchlaufzeit von bisher 15 auf drei Tage senkt. Und nicht nur das: Jüngst hat Ribe die Gleitbeschichtung Ribe-Lub auf PE-Basis auf den Markt gebracht, die als erste speziell für Alu-Schrauben konzipiert ist. Sie senkt die Reibwerte auf den optimalen Wert dafür. Auch Ejot bietet gewichtsreduzierte Schrauben an. Die erwähnte selbstfurchende Delta PT gibt es außer in Stahl, Edelstahl und Alu neuerdings auch in Glasfaser-verstärktem Kunststoff (GFK) – und zwar „mit derselben verbindungstechnischen Sicherheit“, heißt es.
Zweifellos am wichtigsten für den Leichtbau sind jedoch die angepassten und neuen Fügeverfahren, die moderne Mischbauweisen erst möglich machen. Die Anbieter haben ihre Systeme, soweit möglich, an die erhöhten Anforderungen angepasst. So sind hochfeste Blindniete, Blindnietmuttern sowie Muttern und Bolzen für die gängigen Einpresssysteme auf den Markt gekommen. Die Verfahren Clinchen und Stanznieten (mit Halbhohlstanzniet) haben gegenüber thermischen Fügetechniken an Boden gewonnen, sind sie doch in der Lage, Metalle mit anderen Metallen und gegebenfalls sogar Nichtmetallen zu verbinden. Dafür benötigen sie keine Vorlochoperation vor dem Fügeprozess und bieten höchste Produktivität.
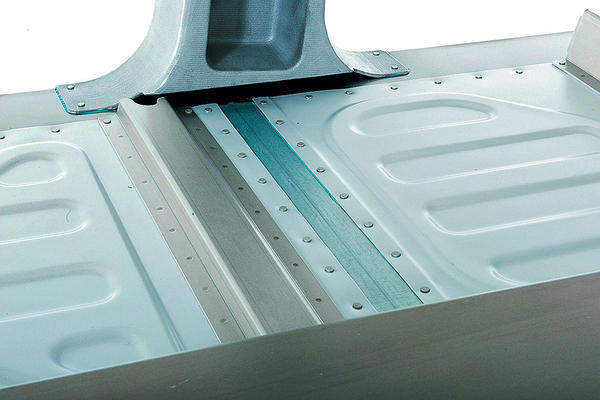
Gerade bei den Fügeverfahren gibt es einschneidende Neuerungen: In Kombination mit dem Kleben ist das Clinchen im Crash-Bereich kein Tabu mehr. Und das Stanznieten hat sich in Crash-Zonen etabliert. Für die Produktion des Porsche Panamera lieferte die Böllhoff Gruppe, Bielefeld, beispielsweise zwölf komplette Stanznietsysteme. Die für Porsche entwickelte Lösung erlaubt die Verarbeitung unterschiedlicher Stanzniettypen, die zum Lieferumfang gehören. Verbunden werden damit vorrangig crashrelevante Partien im Vorderbau, aber auch der Hinterwagen und die Heckklappe.
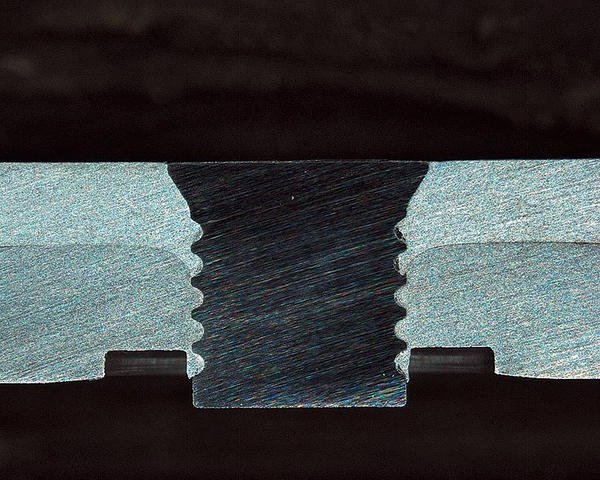
Als Sensation zu werten ist, dass die Tox Pressotechnik GmbH & Co. KG, Weingarten, im Auftrag der Automobilindustrie ein neues Vollstanzniet-Verfahren zur Serienreife gebracht hat. Denn bisher hatte sich Tox die Clinchniettechnik in allen ihren Schattierungen auf die Fahnen geschrieben, die traditionell im Wettbewerb zum Stanznieten steht. „Wenn hochfeste Werkstoffe mit Zugfestigkeiten bis zu 1600 MPa mit Stahl- oder Aluminium-Blechen verbunden werden sollen, gibt es zum Vollstanznieten derzeit keine ökonomische Alternative“, begründet Marketingleiter Wolfgang Laux den Schritt. „Deswegen haben wir die Technologie als Ergänzung sehr gerne in unser Produktprogramm aufgenommen.“ Das Tox-Vollstanznieten sei bereits bei zwei OEM im Serieneinsatz.
Die Vorteile der Fügemethode erschließt sich aus dem Vergleich mit dem Halbhohlstanznieten: Der Vollstanzniet muss sich nicht verformen wie der Halbhohlniet, sondern die gefügten Bleche formen sich in den festen Niet ein. Darum lassen sich auch ultrahochfeste Werkstoffe verbinden, während der Halbhohlstanzniet bei Blech-Zugfestigkeiten von 800 MPa an seine (Umform-)Grenze stößt. Das Vollstanznieten zeigt laut Tox geringere Bauteilverzüge, fügt bis zu vier Blechlagen (gegenüber drei beim Halbhohlstanznieten), kommt mit einer dünneren matrizenseitigen Blechlage klar und erlaube auch das Fügen von tendenziell sprödem Guss.
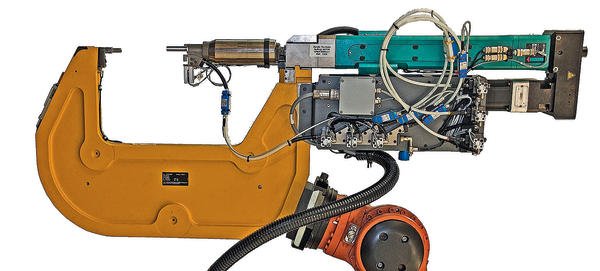
Nicht weniger faszinierend ist eine komplett neue Fügetechnik: das Highspeed-Bolzensetzen Rivtac. Böllhoff entwickelte ballistisch anmutende Verfahren in einem selbst initiierten Technologie-Projekt. Bei Rivtac wird ein nagelähnliches Hilfsfügeteil auf hohe Geschwindigkeit beschleunigt und in die nicht vorgelochten Fügeteile getrieben. Der spitze Setzbolzen verdrängt den Werkstoff, ohne dass ein Butzen entsteht. Nach Böllhoff-Angaben lassen sich mit dem Highspeed-Fügen sogar Teile und Profile mit über 1000 MPa Festigkeit oder auch Mehrlagenkonstruktionen prozesssicher verbinden.
Die Feuertaufe hat der Fügeprozess bei der vieldiskutierten „Light Car“-Studie des Entwicklungsdienstleisters EDAG bestanden. Insgesamt rund 400 Rivtac-Bolzen wurden im Light Car gesetzt. Das Zukunftsauto basiert durchgängig auf einem Profilrohrrahmen aus Stahl und Aluminium, der mit Bauteilen aus Aluminium und faserverstärkten Kunststoffen beplankt ist – eine Bauweise, der Experten eine große Zukunft bescheinigen. Böllhoff rechnet damit, dass Rivtac spätestens 2012 in die Serienfertigung einzieht.
Faserverstärkte Kunststoffe (FVK), CFK, GFK – das sind die Reizworte im Leichtbau. Alle gehen davon aus, dass diese Materialien zukünftige Automobile prägen werden. Doch wie werden sie gefügt? Befragt man dazu Spezialisten der Fügetechnik-Unternehmen, antworten sie mit vielsagendem Schweigen am Telefonhörer. „Ja, da sind wir dran. Aber wir dürfen nicht darüber reden.“ Offensichtlich arbeitet die Branche wie gewohnt unter Hochdruck in bilateralen Projekten an der Problemstellung – hinter den Kulissen.
Einer, der den Vorhang ein Stück weit öffnet, ist Dr. Gerson Meschut, Leiter Forschung, Entwicklung und Anwendungstechnik bei Böllhoff. Zugleich Mitglied der Unternehmensleitung. Die Bielefelder sind so breit aufgestellt, dass sie wohl mit allen OEM in regelmäßigem Kontakt stehen. „Für Verbindungen von FVK mit Stahl oder Aluminium werden mechanische Fügeverfahren in der Regel in Kombination mit dem Kleben eingesetzt werden“, erklärt Dr. Meschut. „Hierbei kommen insbesondere die Blechfügetechniken Stanznieten und Clinchen zum Einsatz sowie bei einseitiger Zugänglichkeit das Direktverschrauben“ – und natürlich das neue Verfahren Rivtac, das ebenfalls für einseitige Zugänglichkeit ausgelegt ist.
Der Entwicklungsleiter nennt noch weitere Neuentwicklungen, die für Faserverbundwerkstoffe geeignet sind (Interview). Etwa das Widerstandselementeschweißen, bei dem die obere Lage aus FVK oder Alu-Blech bestehen kann, die darunter liegende Lage aus hochfestem Stahl. Das Fügeelement wird in die obere Lage eingepresst (so dass Form- und Kraftschluss entsteht) und im zweiten Prozesschritt durch Widerstandsschweißen mit dem Stahl verschweißt.
Für das Verbinden von FVK hat das Kleben zweifellos herausragende Bedeutung. Schon jetzt dient es ja bei artgleichen Werkstoffkombinationen dazu, die Steifigkeit der Karosserie zu erhöhen. Bei FVK übernehmen mechanische Fügeelemente dann eher die Aufgabe, die Teile während des Aushärteprozesses zu fixieren und zusätzlich zu sichern, etwa um das Ausbreiten von Rissen im Crashfall zu stoppen.
„Faserverbunde und Kunststoffe bieten gleichzeitig auch die Möglichkeit für neue Technologien“, merkt Dr. Meschut an. Zum Beispiel für das Bolzenkleben Onsert, das Böllhoff „im engen Schulterschluss“ mit dem Klebespezialisten Delo in Windach entwickelt hat und vertreibt – eine Alternative zum Bolzenschweißen. Bei diesem Verfahren wird ein Gewindebolzen so mit transparentem Kunststoff umspritzt, dass seine Fügefläche lichtzugänglich wird. Die Aushärtung erfolgt binnen Sekunden durch eine LED-Lampe und lässt sich voll automatisieren. So erhält das Kunststoffteil in Windeseile ein belastbares Gewinde.
Olaf Stauß olaf.stauss@konradin.de
„Bei CFK-Konstruktionen kombinieren wir mechanische Fügetechniken mit dem Kleben“
Nachgefragt
Wo liegen die fügetechnischen Trends?
Neben hochfesten Stählen erlangen im Automobilbau insbesondere Aluminiumwerkstoffe und auch faserverstärkte Kunststoffe an Bedeutung. Für die Verbindung von Faserverbunden mit Metallen werden in der Regel mechanische Fügetechniken in Kombination mit der Klebetechnik eingesetzt werden.
Gibt es „den“ großen Wurf bei neuen mechanischen Fügetechnologien?
Beim Einzug der Mischbauweise in automobile Großserien kommen insbesondere die Blechfügetechnologien Stanznieten und Clinchen sowie bei einseitiger Zugänglichkeit das Direktverschrauben zum Einsatz. Darüber hinaus gibt es neuere Entwicklungen wie das Rivtac-Verfahren, bei dem ein nagelförmiges Fügeelement unter hoher Geschwindigkeit bei einseitiger Zugänglichkeit der Verbindungsstelle vorlochfrei in die Materialien eingetrieben wird. Es führt zu einer unlösbaren, hochfesten Strukturverbindung. Sowohl hochfeste Metalle lassen sich verbinden wie auch Kunststoffe mit Metallen.
Können Sie noch weitere neue Verfahren nennen?
Ja, zum Beispiel das Reibelementeschweißen: Ein Fügeelement dringt unter hoher Rotation und Anpressdruck durch die obere Aluminiumlage hindurch und erzeugt auf der darunter liegenden, hochfesten Stahllage eine Reibschweißverbindung mit dem Blech. So können hochfeste Aluminium-Stahl-Verbindungen hergestellt werden.
Eine weitere Variante ist das Widerstandselementeschweißen. Bei diesem Verfahren wird ein Fügeelement in der oberen Lage eingepresst und dann im zweiten Prozessschritt im darunter liegenden, hochfesten Stahlblech konventionell widerstandsverschweißt. Bei der oberen Lage kann es sich um einen faserverstärkten Kunststoff oder ein Aluminiumblech handeln.
Haben solche Entwicklungen eine Chance in neuen automobilen Serien?
Sämtliche der zuvor genannten Technologien befinden sich bei unterschiedlichen Automobilherstellern in der Serienreifmachungsphase. Sie werden Verwendung finden bei zukünftigen Modellen.
Welche Rolle spielt die Kombination von mechanischen Verfahren mit Klebetechniken?
Das Kleben im Karosserierohbau dichtet nicht nur den Fügespalt ab, sondern steigert insbesondere die Steifigkeit und damit den Fahrkomfort, wenn hochfeste Strukturklebstoffe zum Einsatz kommen. Vor allem wird damit die Crash-Performance der Struktur und somit der passive Insassenschutz signifikant erhöht. Daher findet das Kleben heute in nahezu allen Karosserien auch bei artgleicher Werkstoffkombination Verwendung.
Und bei Mischbauweisen?
Bei elektrochemisch unverträglichen Werkstoffen isoliert die Klebschicht die Verbindungspartner, bei faserverstärkten Kunststoffen führt die flächige Krafteinleitung zu einer werkstoffgerechten Verbindung. Bisheriger Nachteil der Klebtechnik ist die Aushärtedauer. Mechanische Fügeelemente können die Vorfixierung übernehmen und – ebenso wie Schweißpunkte – eingeleitete Risse stoppen oder Verbindungen gegen vorzeitiges Versagen absichern. Mit zunehmender Erfahrung bei Strukturklebungen wird ihre Anzahl allerdings sinken.
Werden sich bei Faserverbundkonstruktionen die reinen Klebetechniken durchsetzen?
Faserverbundkonstruktionen begünstigen das Kleben, da sie mit ihrer Matrix ja einen in sich geklebten Verbund darstellen. Das Lochen dieser Werkstoffe schwächt den Verbund, so dass auf möglichst wenige Verbindungselemente zurückgegriffen wird, um die Struktur zu fixieren oder abzusichern. Gleichzeitig bietet sich die Möglichkeit für neue Technologien. Zum Beispiel für das Onsert-System, bei dem ein Gewindebolzen mit lichtaushärtenden Acrylaten auf die CFK-Oberfläche geklebt wird. Die LED-Aushärtung erzielt sehr kurze Taktzeiten im Bereich weniger Sekunden. os
In voller Länge erscheint das hier stark gekürzte Interview in Ausgabe 11
Teilen:








{kind=link}