
Funktionale Oberflächen helfen bei vielen Produkten, Energie und Ressourcen einzusparen. Im Sinne einer ganzheitlichen Lösung ist es allerdings notwendig, dass auch die Produktionsprozesse für die Herstellung dieser Oberflächen möglichst energieeffizient sind.
Auf eine einfache Formel lässt sich das Thema Energieeffizienz funktionaler Oberflächen nicht bringen, wie das Beispiel Dünnschichttechnologie klar macht: Wegen der geringen umgesetzten Materialmenge handelt es sich natürlich um eine relativ ressourcenschonende Technik. So benötigt man zur Beschichtung einer Fläche von 1 m2 mit einer Schicht von 100 nm Dicke nur 0,1 cm3 Material.
„Je nach Prozess sind aber im Vergleich zu anderen Verfahren große Energiemengen notwendig, beispielsweise zur Vakuumerzeugung“, stellt Wolfgang Diehl klar, stellvertretender Leiter des Fraunhofer-Instituts für Schicht- und Oberflächentechnik (IST) in Braunschweig, das gemeinsam mit zwei weiteren Fraunhofer-Instituten – für Werkstoff- und Strahltechnik IWS sowie für Produktionstechnik und Automatisierung IPA – eine Studie zu Status und Perspektiven der Produktionstechnik zur Erzeugung funktionaler Oberflächen erstellt hat.
„Großes Potenzial zur Verringerung des Energieaufwands bei der Dünnschichttechnologie bietet etwa die selektive Beschichtung.“ Aber auch dann stünden den Vorteilen aus ökologischer Sicht eine Reihe von Problemen entgegen, die heute noch nicht gelöst seien, so Diehl.
Dazu gehört, dass etwa Prozesse der chemischen Gasabscheidung (CVD) häufig giftige Ausgangsstoffe, Precursoren genannt, verwenden, deren Handhabung und Entsorgung sich als aufwändig erweist. Auswege biete ein Übergang auf umweltfreundlichere Precursoren oder der Ersatz derartiger Prozesse durch Verfahren der physikalischen Gasphasenabscheidung (PVD). Hier wird die Schicht direkt durch Kondensation eines Materialdampfes des Ausgangsmaterials gebildet. „PVD-Prozesse sind unter ökologischen Gesichtspunkten relativ unkritisch, da bis auf Ausnahmen mit reinen, ungiftigen Ausgangsmaterialien gearbeitet wird und faktisch keine Abfälle entstehen“, erklärt Diehl.
Unberührt davon bleibt, dass sowohl CVD- als auch PVD-Prozesse häufig im Vakuum stattfinden, dessen Erzeugung Energie erfordert. Verbesserungen seien hier durch neue Prozesse möglich, die reduzierte Vakuumanforderungen stellen. Schon alleine aus Kostengründen halten die Fraunhofer-Experten eine vollständige Substitution der Galvanik durch die Gasphasenprozesse mittelfristig allerdings nicht für möglich. In dem Bereich gelte es daher, „weiterhin neue Elektrolytsysteme mit geringerem Gefährdungspotenzial zu entwickeln“.
Verbessern lässt sich die Energieeffizienz im Produktionsprozess funktionaler Oberflächen auch durch die Kombination verschiedener Verfahren. Ein Beispiel dafür ist die Herstellung flexibler Leiterplatten, bei denen eine strukturierte Aktivierung durch Plasma-Printing mit anschließender außenstromloser Metallisierung und galvanischer Nachverstärkung stattfindet. Allerdings existiert die Technologie bislang nur im Labor.
Darüber hinaus empfehlen die Forscher die stärkere Nutzung und auch Weiterentwicklung von Simulationswerkzeugen zur Optimierung der Energie- und Ressourceneffizienz. Denn damit lassen sich aufwändige Versuchsreihen in der Produktion letztlich vermeiden.
Den Effekt, dass sich Energie- und Ressourceneffizienz durch die Verwendung von Produkten mit funktionalen Oberflächen erzielen lässt, machen sich Hersteller spanender Werkzeuge bereits seit langem zu eigen: Dünne Schichten sorgen für eine längere Lebensdauer der Produkte sowie für eine wesentlich höhere Schnittgeschwindigkeit in Kombination etwa mit einem reduziertem Einsatz von Kühlschmiermitteln.
In der Energie- und Kraftfahrzeugtechnik erhöhen beschichtete oder strukturierte Oberflächen die Wirkungsgrade von Motoren, Kraftwerken oder Turbinen – und senken so Kraftstoffverbrauch und CO2-Emissionen. Ein anderes Beispiel: Optische Beschichtungen sorgen dafür, dass sich der Fahrzeuginnenraum von Fahrzeugen weniger aufheizt – und so der Energieaufwand für Klimatisierung sinkt. Um diese Potenziale zu heben, so Diehl, sollten Unternehmen allerdings „bereits bei der Produktgestaltung die Möglichkeiten funktionaler Oberflächen einbeziehen, um über die gesamte Lebensdauer Energie und Ressourcen zu sparen.“
Sabine Koll Journalistin in Böblingen
Simulieren geht über Experimentieren
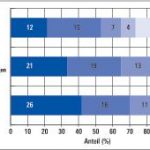
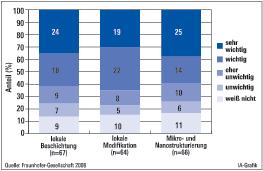
Sowohl bei der Werkstoffentwicklung als auch bei der Anlagenoptimierung und Produktion verspricht die Simulation deutliche Verbesserungen im Umfeld der Oberflächentechnik. Die Potenziale sind den Anwendern durchaus bewusst, wie eine Umfrage des Fraunhofer Instituts für Schicht- und Oberflächentechnik (IST) unter 78 deutschen Unternehmen zeigt: Bei der Optimierung von Beschichtungsprozessen halten 70 Prozent der Befragten die Simulation für wichtig oder sehr wichtig. Und fast drei Viertel erwarten durch den Einsatz entsprechender Verfahren eine Verkürzung der Entwicklungszeit von Beschichtungen oder Schichtsystemen.
In Teilbereichen wird Simulation heute selbstverständlich genutzt. Denn auf rein empirischer Basis mit Hilfe von Experimenten lassen sich die zum Teil hochkomplexen Prozesse nur noch schlecht kontrollieren. Dies betrifft beispielsweise sensible Beschichtungen wie hochleitfähige, dünne Silberschichten: Das Einfahren solcher Hochleistungsprozesse erfordert ansonsten das Einstellen jeder einzelnen Teilschicht im Rahmen von aufwändigen Experimenten für jede einzelne Anlage. „Es fehlt jedoch die wichtige Verknüpfung der einzelnen Modelle“, stellt Wolfgang Diehl fest, stellvertretender Leiter des IST in Braunschweig. Die dafür notwendigen Bausteine seien noch nicht alle verfügbar. Auch unterscheiden sich die entwickelten Werkzeuge hinsichtlich ihrer Praxisnähe und ihres Aufwands.
Dies beginnt bei der Materialmodellierung und geht über die Transportmodellierung der Precursoren bis hin zur Prozessmodellierung. Die detailgetreue Simulation eines Beschichtungsprozesses hinsichtlich der Materialentstehung berührt dabei viele regelungstechnische, physikalische und chemische Problemstellungen. Der Rechenaufwand steigt dabei mit jeder Verkleinerung der betrachteten Elemente stark an. „Die exakte Berechnung von Bindungzuständen und Elektronendichte-Verteilungen auf subatomarer Ebene ist selbst mit Hochleistungsrechner-Clustern derzeit nur für Modellsysteme von maximal rund 100 Atomen realisierbar“, erklärt Diehl ein weiteres Manko. Nicht zuletzt deshalb werden Simulationsprojekte häufig an Forschungseinrichtungen vergeben. Diese verfügen zudem über die Expertise für eine schnelle und richtige Nutzung der Simulationswerkzeuge. Diehl: „Erst eine deutlich vereinfachte Bedienung wird den breiten Einsatz auch in kleineren Unternehmen ermöglichen.“
Teilen:






{kind=link}