


Ein Dreh-Fräs-Zentrum ersetzte bei einem russischen Triebwerkshersteller 18 ältere Maschinen. Die Turbinenwellen sind jetzt nicht nur viel schneller fertig, sondern auch deutlich präziser.
Für den russischen Motorenhersteller Permskij Motorny’j Zavod (PMZ) hat ein neues Zeitalter in der Fertigung begonnen. Um die Leistung und die Ausfallsicherheit der Flugtriebwerke zu gewährleisten, sind hohe Präzision sowie das Bearbeiten komplexer Geometrien und futuristischer Materialen gefordert. Um den hohen Anforderungen an die Fertigung gerecht zu werden, investierte PMZ in ein Komplettbearbeitungszentrum des Typs M65 der WFL Millturn Technologies GmbH & Co. KG in Linz/Österreich.
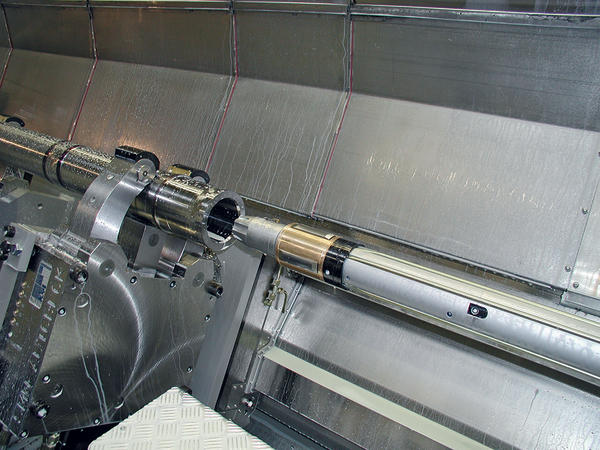
Die Mission des Permer Werks – ständige Erhöhung der Qualität und die Aufrechterhaltung der Konkurrenzfähigkeit – hat PMZ gezwungen, neue Technologien für die Wellenfertigung zu suchen. In einem langen Evaluierungs- und Auswahlprozess konnte sich WFL gegen den internationalen Wettbewerb durchsetzen. Juri Nossov, Projektleiter von PMZ, und sein Team entschieden sich für ein Dreh-Fräs-Zentrum mit einer Spitzenweite von 4500 mm.
Bisher wurden die Triebwerkswellen mittels aufgelöster Fertigung produziert, auf 18 verschiedenen Werkzeugmaschinen, die nur teilweise mit einer CNC Steuerung ausgerüstet waren. Auch das häufige Umrüsten wirkte sich negativ auf die Qualität der Bauteile aus. Die Außen- und Innendurchmesser konnten nicht in einer Aufspannung bearbeitet werden. Daraus resultierende Abweichungen in der Wandstärke riefen beim Betrieb der Triebwerke Unwucht und Vibrationen hervor.
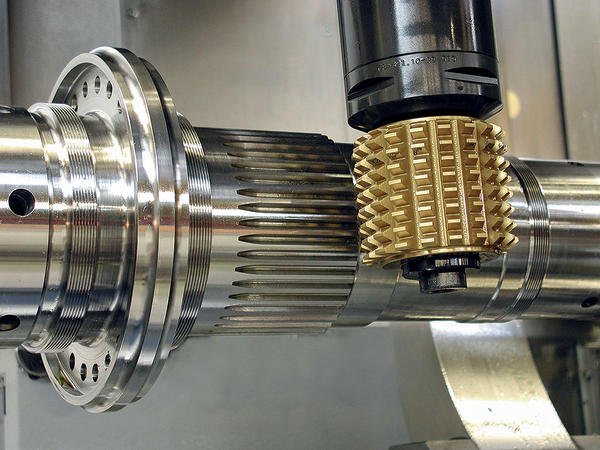
Die gemeinsam mit den Spezialisten aus Linz ausgearbeitete Technologie erlaubt es nun, die Triebwerkswellen in einem Arbeitsgang herzustellen. Das Drehen der Außen- und Innenkonturen, Fräsen im Flanschbereich und Tieflochbohren, das Spindeln von präzisen Flanschflächen, das Abwälzfräsen von Außenverzahnungen und Stossen der Innenverzahnungen sowie das Herstellen der Innenkonturen durch ein CNC-gesteuertes Aussteuerwerkzeug – all das erfolgt nun in einer Maschine. Um die geforderten hohen Genauigkeiten prozesssicher im Automatikbetrieb zu erreichen, kontrolliert die integrierte Werkstückvermessung bereits im Fertigungsablauf und die Steuerung der Maschine korrigiert gegebenenfalls automatisch. Ein spezieller WFL-Messzyklus sichert die präzise Winkellage der Bearbeitungen zwischen den beiden Einspannungen.
Ein weiteres Ziel von PMZ war es, die Durchlaufzeiten der Teile bei höherer Flexibilität und Qualität drastisch zu reduzieren. Sie betrug aufgrund der hohen Rüst-, Zwischenlager- und Transportzeiten zwischen drei und dreieinhalb Monate. „Auch das zwang uns nach neuen technologischen Lösungen zu suchen“, erinnert sich Juri Nossov. Durch die Komplettbearbeitung in der M65 Millturn konnten die Russen ihre Prozesskette in der Wellenfertigung deutlich verbessern – sowohl aus kaufmännischer als auch aus technischer Sicht. Zu den wichtigsten wirtschaftlichen Vorteilen des Fertigungssystems gehören:
- die Amortisation der Maschine innerhalb von drei Jahren,
- die um 129 h auf nun 42 h geschrumpfte Bearbeitungszeit, was einer Verkürzung um 75 % entspricht,
- 18 verschiedene Werkzeugmaschinen und 320 m² Produktionsfläche wurden eingespart,
- Zwischenlagern der Werkstücke ist überflüssig (bisher waren für eine Turbinenwelle 43 Operationen erforderlich),
- der erheblich reduzierte Rüstaufwand,
- die nicht mehr erforderlichen teuren Einspannvorrichtungen (pro Turbinenwelle waren 17 Einspannvorrichtungen und Führungsschablonen notwendig) sowie
- die einfachere Prozessplanung, durch die sich Organisationsfehler vermeiden lassen.
Auch auf qualitativer Seite brachte die neue Prozessführung eine Reihe positiver Ergebnisse. Dazu zählen:
- die exakte Winkellage zwischen den einzelnen Bohr- und Fräsoperationen,
- eine Toleranz in der Wandstärke von lediglich 0,1 mm auf der gesamten Bearbeitungslänge von 1300 mm,
- die kontinuierliche und reproduzierbare Qualität durch die Inprozess-Messung sowie
- die hohe Oberflächengüte und die präzisen Durchmesser, die nachträgliche Schleifoperationen überflüssig machen.
Das Werkzeugmagazin mit 72 Plätzen und das Werkzeugsystem Capto C8 nehmen alle für die Wellenbearbeitung notwendigen Werkzeuge und Messtaster auf. Müssen verschlissene Tools ausgewechselt oder andere nachgerüstet werden, erfolgt dies in einem Hauptzeitparallelen Rüstvorgang. Für lange und schwere Werkzeuge ist die Maschine mit einem Pick-Up Magazin ausgestattet, aus dem Bohrstangen und Sonderwerkzeuge automatisch auf eine zusätzliche Prismenaufnahme gewechselt werden.
Eines dieser Sondertools ist ein CNC-Aussteuerwerkzeug für die Fertigung innen liegender Bottleboring-Konturen. Die Aussteuerbewegung der Werkzeugschneiden wird mittels Rotation der Frässpindel durchgeführt. In Kombination mit einem speziellen Software-Zyklus kann PMZ damit sämtliche Innenkonturen herstellen.
„Um die Programme für die sieben verschiedenen Wellentypen – von denen es jeweils bis zu vier Varianten gibt – effizient erstellen zu können, haben unsere Programmierer auf Basis von Unigraphics einen eigenen Postprozessor entwickelt“, ist Juri Nossov stolz auf sein Team.
Nach 1,5 Jahren im Zweischichtbetrieb blickt PMZ auf eine nahezu 100%ige Verfügbarkeit der Maschine zurück. „Der WFL-Service hat in Russland einen sehr guten Ruf. Wegen der guten Performance der Maschine mussten wir ihn jedoch noch nicht in Anspruch nehmen“, erzählt Nossov. „Das veranlasste uns zwei weitere Maschinen mit einer Spitzenweite von 1000 mm zu bestellen. Sie sind für die Fertigung von dünnwandigen Turbinenscheiben aus Inconel und Titan bestimmt.“
Reinhard Koll Leiter Projektierung bei WFL
Kosteneffizienz
Ein russischer Flugtriebwerksbauer sparte 18 Maschinen, zahlreiche Schablonen und Vorrichtungen, 320 m2 Produktionsfläche und 75 % Fertigungszeit ein, indem er Einzelmaschinen durch ein modernes Dreh-Fräs-Zentrum ersetzte. Die präzisen Bearbeitungen und hochwertigen Oberflächen machen nachgeschaltete Schleifoperationen überflüssig. Und bei Bedarf kann schnell auf einen anderen Wellentyp umgestellt werden.
PMZ in Kürze
Die Firma „Werk 19“ wurde 1934 in Perm auf Beschluss der Regierung der UdSSR gegründet. Die Haupttätigkeit galt seit der Gründungszeit die Produktion von Flugzeugmotoren. Anfänglich wurden so genannte Reitmotoren in der Stadt am Ural produziert. Mit der Produkterweiterung der Flugzeugantriebe auf die Ilyushin und Tupolev wurden im November 1997 die neuen Statutendokumente unterschrieben und das Unternehmen in Permskij Motorny’j Zavod (PMZ), Perm Engine Company umbenannt.
Heute fertigen rund 8000 Mitarbeiter am einzigen Produktionsstandort Perm das Triebwerk Solowjev PS-90A und seine Varianten. Auf Basis dieses Antriebes werden auch Gas betriebene Generatoren für den stationären und den verfahrbaren Bereich sowie so genannte Gaspumpstationen ausgestattet.
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:







{kind=link}