

Die superleichten Sandwichplatten RCP haben das Zeug zum Erfolgsprodukt. Dass sie sich überhaupt rationell herstellen lassen, ist aber nur der ausgeklügelten Technologie von Maschinenbauer Geiss und Thermoformer Hombach zu verdanken.
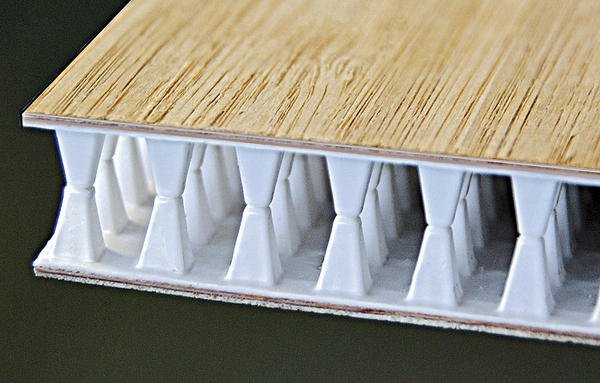
Derzeit kommt ein Produkt auf den Markt, das es in sich hat: Steife Sandwichplatten, die im Extremfall gerade mal 1,3 kg pro Quadratmeter wiegen. Im Kern bestehen die Leichtgewichte aus zwei Thermoplastplatten mit eingeformten Pyramidenkegeln, die an den Spitzen miteinander verschweißt sind. Sie lassen sich mit den unterschiedlichsten Deckschichten versehen – aus Aluminium, GFK, Holz, oder wiederum einem Thermoplasten, sogar aus Plexiglas. Dadurch eignen sie sich für alle möglichen Anwendungen. Etwa als Dekor für Möbel, als Baumaterial für Berghütten oder für Seitenstellwände.
Gunter Tannhäuser, der die patentierten Rasterkernplatten bei der Genima GmbH, Nürnberg, vermarktet, will die „RCP“ (Raster Core Panel) sogar in die Baumärkte bringen: Dort sollen sie in einer Heimwerkerversion unter dem Namen „BladeCut“ angeboten werden, weil ein Klingenmesser genügt, um sie weiter zu verarbeiten und zu verbauen. Will der Bastler beispielsweise eine Eckwand gestalten, muss er nur einen einseitigen Schnitt bis zur inneren Deckschicht ziehen und kann dann das Sandwich auffalten und die offene Ecke mit einem einschiebbaren Kantenprofil verschließen.
Das Geheimnis der leichtgewichtigen Steifigkeit der RCP liegt in der großen Klebefläche zwischen Kern und Deckschicht – und im extrem dünnwandigen Material. Deswegen hat es auch die Herstellung durch Twin-Sheet-Thermoformen in sich. Bei diesem Verfahren werden zwei gegenüberliegende Thermoplast-Platten erwärmt, durch Vakuum simultan tiefgezogen und sofort miteinander zum Twin Sheet verschweißt. Soweit der Stand der Technik. Doch statt den üblichen Platten mit Dicken ab 1 mm sind bei den RCP bis zu 0,4 mm dünne Ausgangsprodukte zu verarbeiten, die wohl treffender als Folien zu bezeichnen wären. Damit die Pyramidenspitzen trotz geringer Dicke zuverlässig verschweißen, müssen vielfältige Prozessparameter exakt stimmen, so etwa Temperaturverteilung, Position, Feuchte… Genima-Chef Gunter Tannhäuser: „Keiner hat das hinbekommen außer Thermoform-Spezialist Hombach.“
Doch selbst die auf dünne Folien spezialisierte Ernst Hombach GmbH & Co. KG aus Uehlfeld musste alle Register ziehen. Dazu gehört das Abscannen der Temperaturzonen mit Infrarot-Sensoren, um die Sheets durch die Heizstrahler dynamisch geregelt zu erhitzen. Oder das Korrigieren der Werkzeuge mit Piezoaktoren, um auch minimalste Formabweichungen auszugleichen. Der Aufwand ist immens. Und dennoch ließen sich maximal 900 x 600 mm² große RCP-Twin-Sheets auf den konventionellen Anlagen fertigen. Für Hombach der Anlass, nach einem Anlagenbauer zu suchen, der die Maschinentechnik weiterentwickeln konnte.
Wiederum nur ein Anbieter schaffte es: die Geiss AG in Seßlach. „Als einzige garantierten wir Hombach, dass wir die benötigte Anlage bauen können“, berichtet Klaus-Peter Welsch, Vertriebs- und IT-Leiter. „Das entspricht unserer Marktstrategie: Wir liefern schlüsselfertige Anlagen für spezielle Problemstellungen, nehmen Aufträge aber nur an, wenn wir die Umsetzung einer Anwendung sicher zusagen können.“ Das Hauptproblem bei den Raster Core Panels: Die Thermoformteile kühlen wegen ihrer geringen Dicke so schnell aus, dass schon für das anschließende Verschweißen zum Twin Sheet nicht mehr genügend Wärme vorhanden ist.
Geiss beschloss daher, das Antriebskonzept für die beiden Maschinentische zu ändern, und setzt nun einen 5-Gelenk-Kniehebel ein wie bei Spritzgießmaschinen: In der ersten Phase legen die servomotorisch angetriebenen Kniehebel die großen Wege sehr schnell zurück und fahren dann mit Schließkräften bis 600 kN in die Endlage. „Die Maschine kann damit auch Komposite verarbeiten“, freut sich Welsch.
Bei den RCP erreicht sie Schließzeiten von 1 s und Zykluszeiten von unter 30 s, wie verlangt. Und es lassen sich 1650 x 1150 mm² große Twin Sheets fertigen. Ein Fortschritt, der Geiss bewog, die darauf basierende Vakuumformmaschinen-Reihe T9 aus der Taufe zu heben, die mit ihrer Kniehebel-Option auch das Highspeed-Thermoformen ermöglicht. Sie könnte zum Türöffner für neue Anwendungen werden.
Hombach und Geiss wurden über der T9-Entwicklung zu engen Partnern. Nicht zuletzt deswegen, weil ein Missverständnis im Pflichtenheft ein gemeinsames Nachbessern nötig machte. Hombach will den Transportrand der Twin Sheets nämlich komplett beseitigt haben. Die Lösung: Noch während des Thermoformens entfernt ein Stanzwerkzeug den (weichen) Rand bis auf ein paar Stege, die zum Entformen übrig bleiben müssen. Zuletzt beseitigt das Messer auch diese, so dass das fertige Twin Sheet in den Speicherpuffer fallen kann. Seit Juni ist die Anlage ausgeliefert. Die Sandwich-Produktion hat begonnen.
Olaf Stauß olaf.stauss@konradin.de
Teilen:








{kind=link}