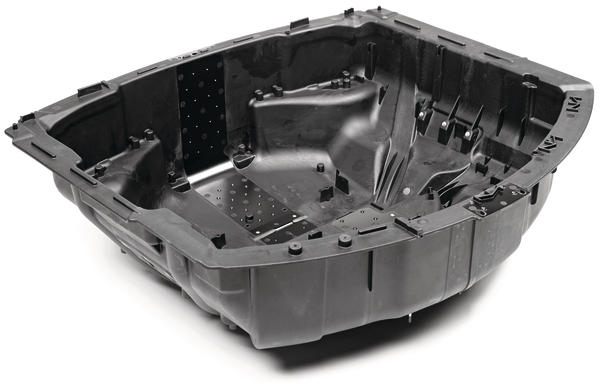

Seine sehr hohe Steifigkeit und Festigkeit eröffnet hochverstärktem Polyamid 6 neue Einsatzchancen als Alternative zu Stahlblech, Aluminium und glasmattenverstärkten Thermoplasten (GMT). Ein Beispiel hierfür ist die Reserverad-Mulde mit integrierten Verstärkungskanälen im neuen Audi A8.
Die Reserverad-Mulde wird mit der Rohkarosse verklebt und verschraubt und hat über ihre eigentliche Funktion hinaus die Aufgabe, den Hinterwagen zu versteifen. Sie besteht aus dem mit 60 % Glasfasern hochgefüllten Durethan DP BKV 60 H2.0 EF der Lanxess AG, Leverkusen. „Unser Polyamid 6 ist Material der Wahl, weil sich mit ihm die komplexe Teilegeometrie präzise im Spritzguss umsetzen lässt. In Metallblech ist das Bauteil wegen des engen Bauraums und der großen Tiefziehverhältnisse kaum darzustellen“, sagt Martin Klocke, Key Account Manager für Audi. „Außerdem sind mit unserem Kunststoff zahlreiche Funktionen direkt integrierbar. Diese Funktionen hätten bei einer Ausführung in Metall viele separate Fertigungs- und Fügeschritte bedeutet.“
Gegen eine GMT-Konstruktion sprach unter anderem der Nacharbeitsaufwand, den die filigrane Struktur des Bauteils mit sich gebracht hätte. Hersteller der Reserverad-Mulde ist Voestalpine Plastics Solutions mit Sitz im holländischen Putte.
Mit Maßen von 100 x 85 x 32 cm³ ist die Reserverad-Mulde für ein Spritzgussteil ungewöhnlich groß. Das reine Kunststoffgewicht beträgt etwa 9 kg. Um die karosserieverstärkende Wirkung zu erzielen, haben die Entwickler zwei je rund 2 m lange, in Gasinjektionstechnik (GIT) umgesetzte Verstärkungskanäle integriert. Das Zugmodul ist bei Raumtemperatur mit etwa 19 000 MPa (konditioniert 13 000 MPa) doppelt so hoch wie das eines mit 30 % Glasfasern gefüllten Standard-Polyamid 6. Selbst bei hohen Temperaturen bleibt seine Steifigkeit – wie von Audi etwa für Bauteilbereiche nahe der Abgasanlage gefordert – erhalten. Die hohe Steifigkeit und Festigkeit werden auch benötigt, weil an der Reserverad-Mulde zahlreiche, insgesamt rund 70 kg schwere Anbau- und Ausstattungsteile befestigt sind – so etwa Ersatzrad, Luftfeder-Kompressor, Steuergeräte, Wagenheber, Werkzeug und Batterie. Letztere ist auf einem in das Spritzteil integrierten Alu-Blech fixiert, damit sie sich bei einem Crash mit Heckaufprall nicht löst.
Die Reserverad-Mulde wird in einem Prozessschritt per Spritzguss gefertigt. Eine Herausforderung waren die Größe und 3D-Komplexität, das hohe Schussgewicht von rund 12 kg, das präzise Hinterspritzen des Alu-Bleches für die Batterie und die Integration des GIT-Verfahrens für die Verstärkungskanäle. Um eine präzise Dosierung zu erreichen, wird eine 2700-t-Spritzgießmaschine eingesetzt mit 150 mm Schnecken-Durchmesser.
Zunächst wird das Polyamid 6 in das Werkzeug eingespritzt. Dazu sind wegen der Fließfähigkeit des hochgefüllten Werkstoffs – er ist ähnlich fließfähig wie ein Standard-Polyamid 6 mit 30 % Glasfasern – nur zwei Anschnitte notwendig. Anschließend werden im GIT-Verfahren die Verstärkungskanäle ausgeblasen, wobei überschüssige Schmelze in Überlaufkavitäten gedrückt wird. „Mit unserem Werkstoff sind dabei dünne Wanddicken umsetzbar. Außerdem kann die ausgeblasene Schmelze als Rezyklat mit einem Anteil von 30 % wieder in den Prozess zurückgeführt werden“, erläutert Markus Hildebrandt, GIT-Experte bei Lanxess.
Lanxess leistete bei der Entwicklung der Mulde einen umfangreichen Service. So wurden mit Mold-Flow-Analysen die Wanddicken optimiert und der Verzug minimiert. Unterstützung gab es auch im Werkzeugbau, bei der Abmusterung und ersten Produktionsversuchen. os
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}