
Beim Wasserstrahlschneiden lassen sich die operativen Kosten durch präzise aufeinander abstimmte Parameter erheblich senken. Die Prozesse bieten diesbezüglich laut STM und Maximator Jet noch erhebliches Optimierungspotenzial.
Das Wasserstrahlschneiden gilt als vielseitiges und schonendes Trennverfahren, aufgrund der Betriebskosten jedoch nicht als das billigste. Dieser Wermutstropfen lässt sich aber vermeiden, wenn sich die Schneidsysteme automatisch den jeweiligen Schneidaufträgen anpassen. Und wenn wesentliche Kostentreiber wie die Hochdruckpumpe, Verschleißteile, Abrasiv- und Betriebsmittel sowie die Wasserqualität mit Bedacht ausgewählt und perfekt aufeinander abgestimmt sind. Deshalb folgen die Spezialisten der STM Stein-Moser GmbH, Eben/Österreich, und der Maximator JET GmbH, Schweinfurt, der Philosophie „performance follows effiency“.
Unter dem Motto „Wir schneiden nicht um jeden Preis“ seien sowohl das Einsatzspektrum ihrer Maschinen als auch alle Komponenten auf Effizienz getrimmt, teilen die beiden Systempartner mit. Technische Innovationen würden zuerst auf Rentabilität geprüft und dann für den betriebswirtschaftlichen Alltag adaptiert. Das Ergebnis sei ein modulares Schneidsystem, das nicht nur auf den individuellen Bedarf zugeschnitten werden kann, sondern auch auf Kosteneffizienz getrimmt ist.
Im Sinne einer Betriebskosten-Optimierung analysierten die Wasserstrahlexperten jüngst die wesentlichen Kostentreiber, ermittelten im Test das jeweils funktionellste Produkt am Markt und vernetzten die einzelnen Komponenten zu einem modularen Preis-Leistungs-System.
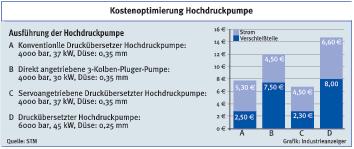
Auf den Prüfstand kam zunächst die Hochdruckpumpe, die in puncto Stromverbrauch den größten Kostentreiber beim Wasserstrahlschneiden darstellt. In Betracht gezogen wurden sowohl konventionelle Druckübersetzer-Hochdruckpumpen, direkt angetriebene 3-Kolben-Plungerpumpen und servoangetriebene Druckübersetzer-Hochdruckpumpen mit jeweils 4000 bar, als auch Druckübersetzer-Hochdruckpumpen mit 6000 bar. Das Ziel war, den Energie-, Betriebsmittel- und Werkzeugverbrauch bei konventionellen Schneidaufgaben zu ermitteln, etwa beim Trennen von 20 mm dickem Stahl. Das Ergebnis: Servoangetriebene Druckübersetzerpumpen sind in beiderlei Hinsicht die sinnvollste Lösung.
In puncto Abrasivverbrauch ergab der Test, dass nicht nur die Schneidleistung überzeugen, sondern auch die stufenlose und automatische Dosierung gewährleistet sein muss. Instandhaltungs-, Betriebs- und Werkzeugkosten werden dagegen durch moderne Servotechnik in den Steuerungen, energiesparenden Leichtbau sowie durable und hochwertige Komponenten bestmöglich minimiert. Last but not least spielt die Wasserqualität eine tragende Rolle: Wenn das Vorlaufwasser über die ideale Zusammensetzung verfügt, lässt sich die Lebensdauer der Dichtungen und Wasserdüsen signifikant verlängern.
Im Zusammenspiel steigern diese Faktoren die Effizienz eines Wasserstrahlschneidsystems erheblich – ebenso der Verzicht auf unrentable Schneidaufgaben im Hochleistungsbereich, die aktuell im Trend liegen. Auch hier wäre eine ganzheitliche Betrachtung betriebswirtschaftlich zielführender.
Das Fazit: Es liegt noch viel Potenzial im Wasserstrahlschneiden und die Profitabilität einer Anlage ist nicht in erster Linie davon abhängig wie leistungsfähig, sondern wie ausgereift das System ist. hw
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}