

In Maschinen für die Blechbearbeitung und Umformtechnik werden zunehmend Techniken zur effizienten Nutzung von Energie eingesetzt. Die Maschinenhersteller konzentrieren sich auf Antriebe und Strahlquellen. Hinsichtlich ihrer Energieeffizienz sind die Maschinen nur bedingt vergleichbar.
Eine Vielzahl von energieeffizienten und ressourcenschonenden Techniken begleitet den industriellen Wiederaufschwung. Daran beteiligen sich auch die Hersteller von Blechbearbeitungsmaschinen. Einerseits sind Forschungsprogramme zur ressourceneffizienten Produktion zwar erst angelaufen, andererseits werden bereits zahlreiche Blechbearbeitungsmaschinen mit verbesserter Energieeffizienz vorgestellt.
Weitreichende und tiefgehende Veränderungen hat der vom Hilfsmotor zum Hauptantrieb gewandelte Servoantrieb mit sich gebracht, der heute von vielen Herstellern in Stanzautomaten und Pressen eingesetzt wird. Ursprünglich entwickelt, um über angepasste Bewegungsprofile des Stößels die Umformvorgänge zu optimieren, erweisen sich die Antriebe in der Praxis als Energiesparmaßnahme. Mit Energiezwischenspeicher und Energierückspeisung lassen sich die Direktantriebe mit entsprechendem Energiemanagement trotz hoher Spitzenlasten energieeffizient betreiben.
Servomotoren sind Asynchron- oder Synchronmotoren, die durch ihre Ansteuerung in einem geschlossenen Regelkreis zum Servomotor werden. Zusammen mit Umrichter, Leistungselektronik und Regelung sowie einem Getriebe werden daraus Servoantriebe. Torquemotoren sind eine spezielle Art Servomotoren, die ohne Getriebe oder Kupplung direkt auf die Antriebswellen der Maschinen montiert sind. Sie liefern hohe Drehmomente bei relativ kleinen Drehzahlen und beschleunigen vom Stillstand auf Arbeitsdrehzahl in etwa 100 ms.
Diese Direktantriebe können in jeder Position in Bruchteilen von Sekunden bremsen, beschleunigen oder die Richtung umkehren und zwischen verschiedenen Drehzahlen wechseln. Entsprechend programmiert fährt der Stößel so in der Umformzone sehr langsam, während er beim Rückhub deutlich beschleunigt. Die Zykluszeit gegenüber Pressenantrieben mit konstanter Drehzahl sinkt, die Ausbringung der Pressen steigt. Unterm Strich bedeutet das einen geringeren Energieverbrauch pro Bauteil. Energiespeicher nehmen die beim Bremsen frei werdende Energie auf und stellen sie den Servomotoren für den nächsten Beschleunigungsvorgang zur Verfügung. Zudem kann über die Energiesteuerung der Servopressen der Strom aus dem Netz gezogen und beim Bremsvorgang über einen Regler dorthin zurück gespeist werden. Als Energiespeicher werden Kondensatormodule oder kinetische Energiespeicher verwendet.
„Mit unseren Anlagen mit ServoDirekt-Technik sind Outputsteigerungen von bis zu 40 Prozent möglich. Die Kombination aus freier Programmierbarkeit des Umformprozesses und der Steigerung der Ausbringung bei gleichzeitig verringertem Energieverbrauch ist einzigartig“, erklärt Joachim Beyer, Vorstandsmitglied der Schuler AG in Göppingen, zu den Servopressen des Unternehmens.
Weitere Effizienzsteigerungen seien durch „schaltbare Getriebe“ zwischen Servomotor und Exzenter möglich, versprechen Hersteller wie die Haulick + Roos Gmbh in Pforzheim, die Andritz Kaiser GmbH in Bretten oder die Beutler Nova AG in Gettnau/Schweiz. Damit nutzen die Maschinen in einer Stufe alle Vorteile des Servoantriebs, fahren aber langsamer als vergleichbare Drehstromantriebe, während sie in der zweiten Getriebestufe wie eine konventionelle Presse mit konstanter, aber dafür höherer Drehzahl für Stanzaufgaben eingesetzt werden.
Allerdings gibt es Unterschiede in den eingesetzten Servomotoren. Einen speziell auf den Einsatz in Pressen zugeschnittenen Servomotor installiert die Amada Gmbh, Haan, in ihre neu auf dem europäischen Markt verfügbaren Servopressen der SDE-Baureihen. Bei einer Presskraft von 200 t benötigt die Presse eine Anschlussleistung von 35 kVA.
Servoantriebe werden von den meisten Pressenherstellern für neue Anlagen angeboten, und sind in fast allen Presskraftklassen verfügbar. Bei BMW produzieren mittlerweile zwei Pressenlinien mit der ServoDirekt-Antriebstechnik von Schuler, wobei sich die Gesamtpresskraft der Linien jeweils zu mehr als 9100 t addiert. Nachrüstungen herkömmlicher Pressen mit Servoantrieben werden abhängig vom Pressentyp angeboten.
Für die Steuerung der Servoantriebe sorgen Tools wie das Modul Simo Press Servo von Siemens Division Drive Technologies, Nürnberg. Damit lassen sich aus den Daten von Antriebssystem und Presse die Bewegungsprofile zeitlich und energetisch optimieren und ein intelligentes Energiemanagement aufbauen.
Die Konkurrenz durch die Servoantriebe hat die Anbieter von Hydrauliksystemen zu Neuentwicklungen gezwungen. So stellt die Voith Turbo H + L Hydraulic GmbH & Co. KG, Rutesheim, als neues Pressen-Antriebskonzept einen hydraulischen Pressenantrieb Servo Hybrid vor. Darin erfolgt der Antrieb durch servomotorisch geregelte Hochdruckpumpen, welche die Flexibilität der Presse und deren Energieeffizienz deutlich erhöhen sollen.
Energieeffiziente Hydraulik ist auch der Hintergrund von Bosch Rexroths Blue Hydraulics, mit dem der Energieverbrauch einer Abkantpresse mit 1000 t Presskraft um bis zu 45 % gesenkt werden konnte. Eingesetzt wurden dazu drehzahlvariable Pumpenantriebe, hocheffiziente Servomotoren, rückspeisefähige Antriebe und elektrische oder hydraulische Rekuperation.
Energieeffiziente Hydrauliksysteme sind auch bei Abkantpressen erforderlich, denn dort sind sparsame servoelektrische Antriebe nur in wenigen Maschinen anzutreffen. Klassiker mit Alleinstellungsmerkmal sind die elektrisch angetriebenen Abkantpressen der niederländischen Safan BV, Lochem, die mit einem speziellen Riemenantrieb den Biegebalken bewegen. Ziemlich jung ist der Trend zu kompakten Abkantpressen wie der TruBend 7000 der Trumpf GmbH + Co. KG, Ditzingen, die statt des Hydraulikzylinders eine Kugelgewindespindel mit Servomotor nutzt. Und auch die Mecos Srl in Piacenza, ein Tochterunterunternehmen der Salvagnini s.p.a. in Sarego/Italien, stellte in diesem Jahr eine elektrische Abkantpresse vor.
Im umsatzträchtigen Markt für CNC-Stanzmaschinen sind seit einigen Jahren Maschinen mit servo-elektrischen Stanzköpfen verfügbar, die anfangs den Energieverbrauch um 60 und 70 % gegenüber hydraulischen Antrieben reduzierten. So gibt Amada für seine 200-kN-Maschinen der AC-Serie eine Leistungsaufnahme von 3,5 kW an. Die servoelektrische Stanzmaschine Finn-Power E5x mit 230 kN Presskraft kommt mit 4 kW aus und fällt im Stand-by-Betrieb auf 0,5 kW zurück. Zudem verfügt das System über eine Wasserkühlung des Stanzmechanismus, damit volle Leistungswerte auch bei höheren Temperaturen gefahren werden können.
Die von Trumpf zur Euroblech präsentierte Stanzanlage TruPunch 3000 verringert mit ihren elektrischen Servoantrieben in den Stanzköpfen die Leistungsaufnahmen gegenüber der hydraulischen Vorgängerversion von 8,3 auf 5,9 kW. Im Markt finden sich zudem hydraulische CNC-Stanzen, deren Energieverbrauch abhängig von der Blechdicke mit weniger als 6 kWh angegeben ist. Andere hydraulische Systeme liegen nach Prospektangaben allerdings deutlich darüber.
Laserschneidanlagen sind wegen ihrer Flexibilität geschätzt, als energieeffizient gelten die Anlagen mit CO2-Laserquellen und Wirkungsgraden unter 10 % nicht. Notwendige Zusatzaggregate wie die Kühlungen tragen hier zur energetischen Ineffizienz bei. Energiemanagement-Systeme in modernen Anlagen, die bei Nichtgebrauch automatisch einzelne Aggregate in den Ruhezustand respektive den Stand-by-Modus schalten, sorgen für deutlich weniger Energieverbrauch.
Einen Sprung in der Energieeffizienz werden moderne Festkörperlaserquellen bringen. Der Wirkungsgrad von Faser- oder Scheibenlaser steht mit über 30 % für eine vielfach bessere Energieausnutzung. Die Strahlung mit einer Laserwellenlänge von 1030 nm koppelt zudem besser in das Material ein und erlaubt höhere Schneidgeschwindigkeiten. Allerdings ist die Dicke des Materials für qualitativ hochwertige Schnitte noch beschränkt. Dort wo Festkörperlaser eingesetzt werden können, sinkt der Energieverbrauch deutlich: Bei einem 2-kW-Festkörperlaser, der in der Wirkung einem 4-kW-CO2-Laser entspricht, liegt die Leistungsaufnahme bei 7 kW. Eine vergleichbare Anlage mit 4-kW-CO2-Laser benötigt rund 44 kW.
Praxistaugliche Faserlaseranlagen für den Dünnblechbereich werden seit etwa 2 Jahren angeboten. Mittlerweile sind die verfügbaren Anlagen teilweise für Standardanwendungen einsetzbar. Von guter Resonanz auf dem Weltmarkt berichtet beispielsweise Salvagini für die Faserlaseranlage L1Xe, eine gute Nachfrage bestätigt auch Trumpf für die im Frühsommer vorgestellten TruLaser 5030 fiber. Zur Euroblech werden auch Amada und die Bystronic Laser AG, Niederönz/Schweiz, Laserschneidanlagen mit Faserlasern vorstellen.
Energiesparender Leichtbau in den Blechbearbeitungsmaschinen selbst findet sich in Ansätzen in Highspeed-Laserschneidmaschinen, dann allerdings aus Gründen der Dynamik. Ein Beispiel ist die aus Kohlefaserwerkstoffen bestehende Brücke der Faserlaseranlage Stiefelmayer effective der Stiefelmayer-Lasertechnik GmbH & Co. KG aus Denkendorf.
Viele Maschinen der Blechbearbeitung verfügen in ihren Steuerungen mittlerweile über Energiesparmodi, mit denen die Anlagen automatisch in energiesparende Betriebszustände zurückschalten, wenn sie nicht gebraucht werden. Zudem kommen drehzahlgeregelte Elektromotoren in den Antrieben, Systeme zur Energierückspeisung oder zur Nutzung pendelnder Energien durch Zwischenspeicher auch zwischen verschiedenen Antrieben zum Einsatz. Dabei beschränkt sich der Einsatz energieeffizienter Antriebe nicht auf die Maschine, sondern setzt sich in den Automationskomponenten fort.
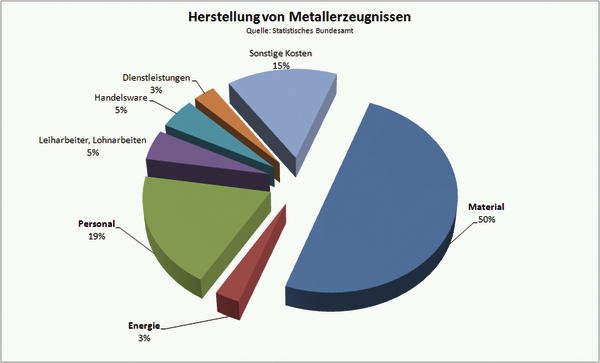
Wenngleich sich die Bemühungen um Energieeffizienz in erster Linie auf den Energieverbrauch von Motoren beziehen, nimmt der Aspekt der Materialnutzung unter dem Gesichtspunkt Energieeffizienz in der Diskussion einen breiteren Raum ein. Die Statistiken belegen, dass bei der Herstellung von Metallerzeugnissen und insbesondere Blechteilen der Materialkostenanteil nach Angaben des Statistischen Bundesamtes mit 50 % deutlich vor den Energiekosten mit 3 % liegt. Beim CNC-Stanzen sind die prozentualen Anteile nach Angaben von Trumpf mit 70 % noch höher. Dazu tragen der Verschnitt und fertigungsbedingte Restgitter bei. Mit diesem Schrott wird anteilig auch die zur Platinenherstellung verbrauchte Energie nicht genutzt. Der Energieverbrauch fürs Herstellen eines Kilogramms Stahlblech liegt bei rund 13 kWh respektive für Edelstahl bei 19 kWh, wobei verschiedene Quellen höhere Werte ansetzen. Eine Standardblechtafel bindet rund 309 kWh Energie. Im Vergleich: Eine Effizienzsteigerung des Antriebs einer CNC-Stanzmaschinen um 30 % von 8 auf 5,6 kW bringt in einer Betriebsstunde denselben Energiespareffekt wie ein um 200 g Stahl reduzierter Verschnitt in derselben Zeit. Und das entspricht einem 1 mm dicken Blechquadrat mit 16 cm Kantenlänge. Vor diesem Hintergrund leistet in der neuen TruPunch 3000 das Verfahren zum restgitterfreien Stanzen den größeren Beitrag als der Einsatz servoelektrischer Stanzkopfantriebe. Im Mittel soll damit ein um 10 % geringerer Verschnitt möglich sein.
Fließt in die Betrachtungen der Effizienz auch das Vermeiden von Schrott ein, dann zählen auch das Schachteln des Materials, das Verkürzen von Anlaufphasen oder eine Fehler vermeidende Prozesskontrolle zu den Maßnahmen, die allerdings nicht der Maschinen zuzuordnen sind. Für Anwender und Käufer von Blechbearbeitungsmaschinen wird die Situation damit nicht übersichtlicher. Energieeffizienz interpretieren die Anbietern ganz unterschiedlich. Hier wird die derzeit zwischen den Verbänden der Werkzeugmaschinenhersteller und der Europäischen Kommission diskutierte Richtlinie für „Energy using Products“ (EuP-Richtlinie, 2009/125/EG) ab 2011 Klarheit schaffen.
Volker Albrecht Freier Journalist in Bamberg
Forschungs- und Entwicklungsprogramme
Die Forschung auf dem Gebiet Energie- und Ressourceneffizienz in der Produktion wird in mehreren Programmen staatlich gefördert. Das Bundesministerium für Bildung und Forschung unterstützt 31 Projekte im Förderprogramm Ressourceneffizienz in der Produktion. Schwerpunkte beziehen sich auf die Energieeffizienz in der Fertigungs- und Verfahrenstechnik, energieeffiziente Maschinen und Anlagen sowie fertigungsbedingte Produkteigenschaften und funktionale Oberflächen. Flankierend werden die Forschungsergebnisse in der Effizienzfabrik kommuniziert. In der Allianz Green Carbody Technologies gehen Wirtschaftsunternehmen und Wissenschaftsinstitute das Thema gezielt für die Karosseriefertigung an. Die geförderten fünf Projekte beschäftigen sich mit den Themen Niedrigenergie-Produktion, Performance im Presswerk, ressourceneffizienter Werkzeugbau sowie energie- und ressourceneffizienter Karosseriebau und energieeffiziente Lackierung. Entwicklungs- und Forschungsförderung für kleine und mittlere Unternehmen (KMU) zum Thema findet im Rahmen der BMBF-Fördermaßnahme KMU-innovativ statt. Fördergelder werden für Entwicklungen und Forschungen zu den Themen Ressourceneffizienz, Klimaschutz und Energieeffizienz, Funktionalisierung von Oberflächen sowie energieeffizientere Produktionsmaschinen und -anlagen ausgeschüttet.
Weitere Informationen: www.effizienzfabrik.de
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}