




Die von Gerd Ringelmann geleitete Abteilung konzentriert sich auf den Bereich der elektrischen Antriebe bei ZF. „Wir sind verantwortlich für die Entwicklung und Produktion von Werkzeugen, Messmitteln und Automationsvorrichtungenfür die Produktion von Bauteilen für Elektromotoren“, sagt der Senior Manager Electrified Powertrain Technology und Head of Production im Tech-Center. ZF ist einer der großen internationalen Player im Bereich E-Mobilität.
In ihrem Werkzeugbau setzen die Schweinfurter konsequent auf Vernetzung, Industrie 4.0 und getaktete automatisierte Fertigung. Für die dabei erzielten Fortschritte wurde das Tech-Center bereits zweimal zum Gesamtsieger des Branchenwettbewerbs „Excellence in Production“ (EIP) gekürt und gilt somit als einer der führenden Werkzeug- und Formenbaubetriebe im deutschsprachigen Raum. Der jährlich stattfindende Wettbewerb wird seit 18 Jahren vom Werkzeugmaschinenlabor (WZL) der RWTH Aachen sowie dem Fraunhofer-Institut für Produktionstechnologie (IPT) veranstaltet.
Automatisierte Hartzerspanung
„Bei der Entscheidung der Jury spielte unsere technologieübergreifende, vollautomatisierte Fertigungslinie fürs Hartbearbeiten eine wichtige Rolle“, sagt Bernd Rudloff, Leiter der Zerspanung im Tech-Center. Diese Linie besteht aus zwei Segmenten, eines für die Funkenerosion und eines fürs HSC-Hartfräsen. Die Anlagen beider Segmente sind entlang einer Linearschiene aufgereiht und werden von einem Handlingsystem mit Werkstücken und Werkzeugen versorgt.
Im Fräsbereich der Linie befinden sich zwei dreiachsige und zwei fünfachsige Bearbeitungszentren von Röders sowie eine Koordinatenmessmaschine von Zeiss. Die Programmierung erfolgt über die CAM-Software Power Mill von Autodesk, wobei die Programmierer auch die Maschinen bedienen.
Wandel in der Zerspanungsphilosophie
„Auf dieser Linie bearbeiten wir zu 95 Prozent gehärtete Werkstücke bis zu 67 HRC“, erzählt Ringelmann. Fallweise werden sogar Hartmetalle oder Keramiken zerspant. Möglich werde dies dank der enormen Steigerung der Leistungsfähigkeit der Fräswerkzeuge in den letzten Jahren, sowie der Integration eines neuen Werkzeugkühlsystems. Deshalb gehe man bei der Fertigung von den bisherigen gestuften Zerspanungsstrategien mit zwischengeschalteter Härtung direkt zu einer einstufigen Zerspanung im harten Zustand über. Neben der reduzierten Durchlaufzeit können die Werkstücke auch kostengünstiger hergestellt werden. Die höheren Zerspanungsleistungen gestatten es zudem meist, auf ein Senkerodieren zu verzichten und die gewünschten Geometrien unmittelbar durch Fräsen oder Schleifen zu erzeugen. In der vorgeschalteten Funkenerosionslinie stehe deshalb nur noch eine Senkerodieranlage.
Ausgeklügelte Schmiertechnik
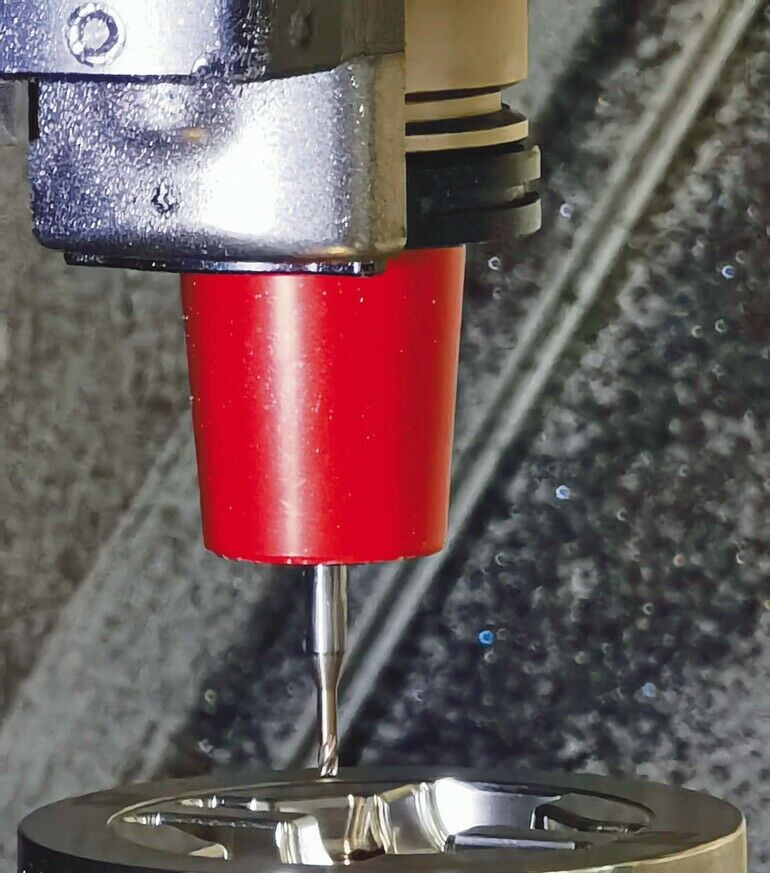
„Beim Hartfräsen spielt die Versorgung des Zerspanungsbereichs mit Kühlschmierstoffen eine entscheidende Rolle“, weiß Rudloff. Für die Klärung dieser Zusammenhänge wurde deshalb viel Aufwand betrieben – unter anderem im Rahmen einer Diplomarbeit. Betrachtet wurden neben der Trockenbearbeitung, der Kühlung mit Druckluft sowie der bekannten Minimalmengenschmierung mit Zweistoffdüsen auch die von Röders befürwortete Lösung der Zufuhr eines aerosolfeinen Schmiermediums mit dem Mediumverteiler von MHT. Dieser besteht aus einer an die Geometrie des Werkzeugs angepassten doppelwandigen Hülse mit schräg nach unten angeordneten Düsen, die sämtliche Werkzeugschneiden im Prozess immer gleichmäßig mit Luft und Schmiermedium bedienen und gleichzeitig die Spanabfuhr sicherstellen. Die Hülse rotiert nicht mit dem Werkzeug, sondern wird über einen Adapter an der Z-Achse angeflanscht und mit Druckluft versorgt, die mit einem Kohlenwasserstoff-basierten Schmiermedium aerosolartig angereichert ist. Werkzeug und Hülse befinden sich zusammen im Werkzeugmagazin und werden gemeinsam gewechselt. Für die entsprechenden Versuche stellte Weschu als zuständige Röders-Vertretung eine mit dem Mediumverteiler ausgerüstete Vorführmaschine für mehrere Tage zur Verfügung.
Die Bearbeitungsversuche fanden an Bauteilen aus zwei Werkstoffen mit Härten von 59 und 62 HRC auf einer Röders RXP 601 DSH statt. Dabei kamen Vorschübe bis 3.000 mm/min sowie Spindeldrehzahlen bis 40.000 min-1 zum Einsatz. Bei den Schrupp- und Schlichtversuchen wurden Torus- und Kugelfräser aus VHM verwendet.
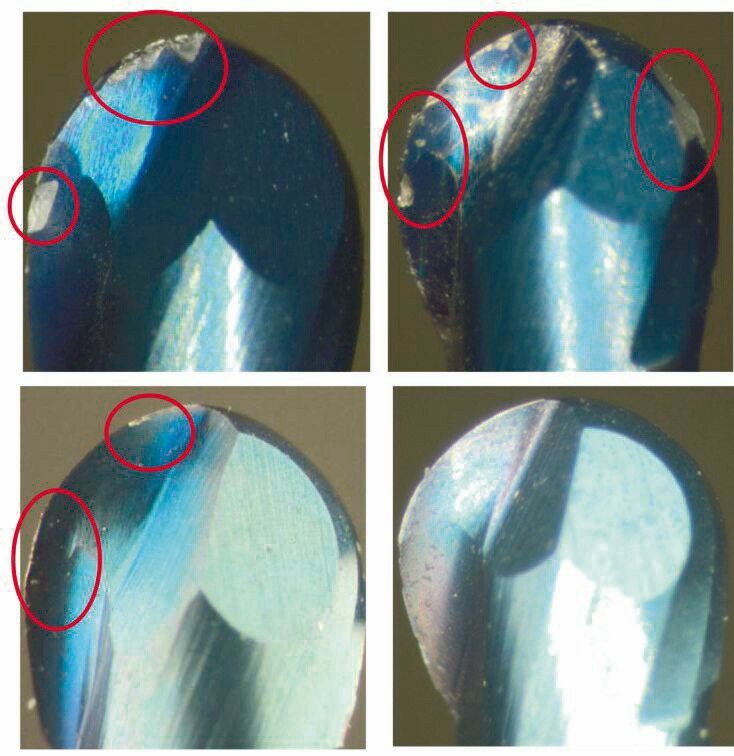
Bei der Bewertung nach einer Reihe von Kriterien wie Verschleiß und Standzeit der Werkzeuge oder Oberflächenqualität schnitt die MHT-Lösung am besten ab, teilweise mit erheblichem Abstand. Beim Schlichten wurden Standzeitsteigerungen von 50 % erreicht. Beim Schruppen konnte zusätzlich zur gleichen Standzeitsteigerung auch noch die Bearbeitungszeit durch eine höhere Zustellung halbiert werden. Bei den anderen drei Verfahrensvarianten ergaben sich bei einer Verdoppelung der Zustellung recht schnell Werkzeugausbrüche aufgrund überlasteter Schneiden. Nach diesem überzeugenden Ergebnis wurde der Mediumverteiler als das überlegene System ausgewählt und an allen Röders-Bearbeitungszentren nachgerüstet. Die Praxiserfahrung nach der Umrüstung bestätigte die Erwartungen: Bei den Werkzeugkosten konnten über alle Teile gerechnet Einsparungen von 13 % sowie Steigerungen im Ausbringen von 10 % erzielt werden. Hinzu kamen weitere signifikante Vorteile wie die Substitution des Senkerodierens durchs Fräsen, bessere Sauberkeit – ein Faktor, der gerade bei hochautomatisierten Fertigungsverfahren immer wichtiger wird –, sowie der Entfall des Polierens aufgrund der guten Oberflächenqualität. Weitere Qualifizierungen mit dem Ziel „Hochglanzfräsen“ sind angedacht.
Clevere Fertigungsorganisation
„Entscheidende Durchbrüche konnten wir auch bezüglich unserer Fertigungsorganisation erzielen“, freut sich Gerd Ringelmann. Hervorzuheben seien der Übergang zu einer getakteten Fließfertigung und die papierlose Abwicklung. Ein Takt umfasst jeweils einen Tag. Dabei berücksichtigt die Logistik-Software über die Prozesskette hinweg unter anderem die Verfügbarkeit des Materials, der Maschinen und der Mitarbeiter. Alle zum Job gehörenden Dokumente werden komplett in der EDV verwaltet und stehen am jeweiligen Arbeitsplatz in aktueller Fassung zur Verfügung. Diese Perfektion ist umso wichtiger, als die durchschnittliche Teilezahl pro Auftrag bei lediglich 1,7 liegt – es handelt sich also überwiegend um Unikate, bei denen nichts schief gehen darf.
Langjährige Partnerschaft
„Unsere Entscheidung zugunsten der Röders-Maschinen für die Hartbearbeitungslinie beruhte neben deren Leistung auch auf den langjährigen guten Erfahrungen mit dem Hersteller“, erinnert sich Bernd Rudloff. Die erste Röders-Anlage wurde in Schweinfurt vor über 20 Jahren installiert. Seither habe diese Technologie vor allem im Bereich der Hartbearbeitung durch die erzielbare Zerspanungsleistung und Oberflächengüte sowie die Präzision der Teile punkten können. Überzeugt habe auch die Beratung und Unterstützung von Röders bei der Einführung des MHT-Mediumverteilers.
Auch das auf zwei Industrie-PCs beruhende Steuerungskonzept der Röders-Fräsen überzeugte durch seine Bedienerfreundlichkeit und die Möglichkeit, die Steuerung durch Updates auf den neuesten Stand zu bringen.
Weiterer Pluspunkt sei die Robustheit der Maschinen, die sich durch geringe Störungsanfälligkeit und lange Wartungsintervalle auszeichneten. Die älteste in die Linie integrierte Fräsmaschine, eine RHP 600, stamme aus dem Jahr 2006 und überzeuge noch immer mit hoher Präzision. Auch bezüglich der Spindel-Einsatzdauer seien die Ergebnisse überzeugend. Ursprünglich sei man aufgrund von Erfahrungen mit anderen Fabrikaten im Hause von einer erwartbaren Einsatzzeit von 3.000 h ausgegangen. Aktuell verschiebe sich dieser Wert bei den Röders-Systemen eher in Richtung 10.000 h.
Unabhängig von den vier Fräsbearbeitungszentren in der neuen Fräslinie sind derzeit zwei weitere Röders-Anlagen als Einzelplatzmaschinen im Einsatz. Sie werden zum Koordinatenschleifen eingesetzt und zeichnen sich neben ihrer hohen Leistung auch durch die gute Qualität der damit erzeugten Oberflächen aus.
Gerd Ringelmann bilanziert: „Röders hat sich in mehr als 20 Jahre durch gute Produkte, sachkundige Beratung und effizienten Service bewährt. Hinzu kommt die Beteiligung als kompetenter Partner bei gemeinsamen Entwicklungsprojekten.
Kontakt:
Röders GmbH
Gottlieb-Daimler-Strasse 6
29614 Soltau
Tel.: +49 5191 603–43
hsc@roeders.de
www.roeders.de
ZF Friedrichshafen AG
Tech-Center Werkzeuge, Messmittel & Automation
Ernst-Sachs-Str. 62
97424 Schweinfurt
Tel.: +49 9721 98–0
postoffice@zf.com
www.zf.com
MHT GmbH Merz & Haag
Martin-Luther-Str. 20
70372 Stuttgart
Tel.: +49 711 9454–2790
info@mht-gmbh.de
www.mht-gmbh.de

Hier finden Sie mehr über:







{kind=link}