Die Anwendungsgebiete des Werkzeugsystems Mini werden durch die Reihe der gesinterten Schneidplatten und Spanformgeometrien deutlich erweitert. Kennzeichen der Werkzeuge in der HM-Sorte TH 35 sind ihre hohe Temperaturbeständigkeit und sehr gute Reibungskoeffizienten.
Die gesinterten Spanleitstufen mit den geschliffenen Schneidkanten und Eckenradien sind in den Geometrieformen .D zum Einstechen und Kopieren sowie .R zum Kopieren und Ausdrehen von Bohrungen lieferbar. Bemerkenswert an der Geometrie .D sind die geringen Schnittkräfte und kleinen Vorschübe durch die umlaufenden, gleichmäßigen Spanwinkel. Die Geometrie .R mit Eckenradien von 0,2 und 0,4 mm ist für höhere Vorschübe bei geringen Schnittkräften konzipiert. Gegenüber einer geschliffenen Schneidplatte erzeugen die gesinterten Geometrien bei gleichen Schnittdaten kleinere, den automatischen Arbeitsablauf nicht störende Bröckelspäne.
Die Schneidplatten mit der Geometrie .D zum Stechen sind in elf Größen für Stechtiefen von 1 bis 8 mm in Bohrungen von 8 bis 20 mm lieferbar. Mit der Geometrie .R stehen sechs Schneidplatten zum Ausdrehen von Bohrungen mit 7,8 bis 15,5 mm Durchmesser zur Verfügung. Bohrungsdurchmesser von 18 und 20 mm decken die Schneidplatten des Typs 18P ab. Sie sind neben den Geometrieformen .D und .R auch in der Form .00 zum Bearbeiten rostfreier Stähle mit Vollradius 0,9, 1,1 und 1,5 mm lieferbar.
Da bei gesinterten Geometrien die Breite oder Form der Schneidplatte nur bedingt modifiziert werden kann, ist bei Sonderaufgaben eine vorherige technische Klärung erforderlich. In jedem Fall sind bei allen drei Geometrieformen extrem kurze Lieferzeiten gewährleistet.
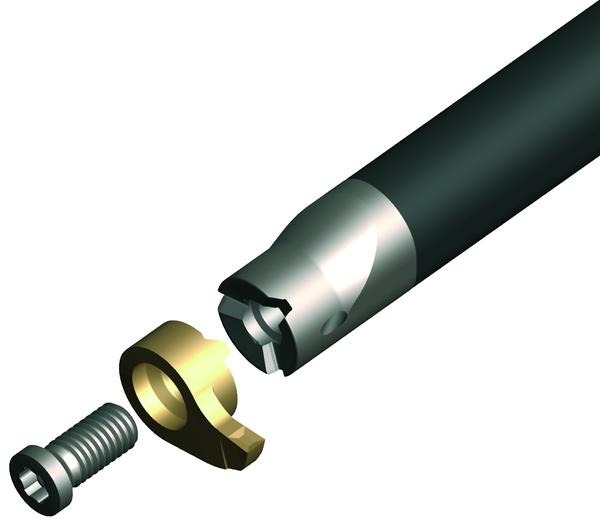
Besonders vorteilhaft für den Anwender ist die Verbindung der gesinterten Schneidplatte mit dem auf einem schwingungsarmen HM-Schaft gelöteten Hartmetallkopf. Die symmetrische Prismenaufnahme der Schneidplatten mit .D- und .R-Geometrien erlaubt den Einsatz als Rechts- und Linksausführung auf ein und demselben HM-Schaft. Lediglich die für größere Stechtiefen konzipierten Schneidplatten des Typs P benötigen aufgrund der asymmetrischen Prismenaufnahme Trägerwerkzeuge in Links- und Rechtsausführung. In jeder Ausführung gewährleistet die Drei-Punkt-Auflage mit dem definierten Spaltmaß zwischen Hartmetallkopf und Schneidplatte eine hochgenaue und sichere Verbindung.
Horn, Tübingen,
Tel. (07071) 7004-0
.
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:







{kind=link}