
Schleifen – als Fertigungsprozess mit geometrisch unbestimmter Schneide – wird oft als Endbearbeitungsverfahren eingesetzt, dort wo hohe Maßgenauigkeit oder Oberflächenqualität gefordert ist. Das Abtragen großer Zeitspanvolumina wird hingegen von geometrisch bestimmten Verfahren wie dem Drehen dominiert. Die in jüngerer Vergangenheit erhöhte Verfügbarkeit immer gröberer Schleifkörnungen aus den Superabrasives Diamant und CBN (kubisches Bornitrid) lässt diese klare Aufteilung zwischen Schlicht- und Schruppbearbeitung jedoch zunehmend aufweichen.
Durch den Aufschwung der Elektromobilität gewinnt außerdem die Bearbeitung von Stahlwerkstoffen zunehmend an Bedeutung. Da Diamant, durch seine chemische Affinität zum Eisen, fürs hochproduktive Bearbeiten von Stahlwerkstoffen ungeeignet ist, werden in einem aktuellen Forschungsprojekt am Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) der Leibniz Universität Hannover (LUH) die Vorteile von CBN-Schleifscheiben mit groben Körnungen beim hochproduktiven Schruppen untersucht. Diese Körnungen können derzeit industriell jedoch noch nicht eingesetzt werden, da weder ausreichend wissenschaftliche Erkenntnisse über ihr Einsatzverhalten noch über ihre Leistungsfähigkeit vorliegen.
Grobe Körner schruppen energieeffizient
Begonnen haben die Forschungsarbeiten bereits 2016, als im Rahmen von drei Projekten mit der Forschungsgemeinschaft Schleiftechnologie e.V. (FGS) die Schleifbearbeitung mit sehr groben CBN-Körnern (dg ≥ 300 µm) untersucht wurde. Seit November 2018 werden diese Untersuchungen in einem industrienahen AiF-Forschungsvorhaben zum ressourceneffizienten und produktiven Schleifen mit grobkörnigem CBN an gehärteten und ungehärteten Wellen aus 100Cr6-Stahl weitergeführt.
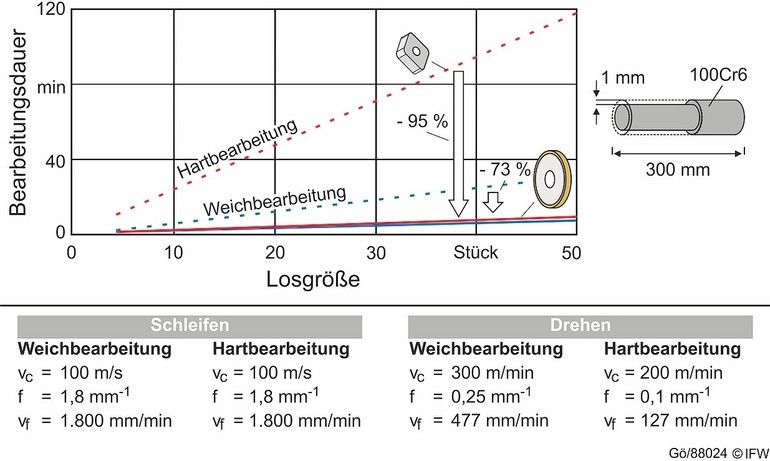
Die zu untersuchende Schruppbearbeitung wird in diesem Projekt durch einen Schälschleifprozess realisiert. Dabei kommen galvanisch gebundene Werkzeuge mit einer um 12° angestellten Schruppzone und einer zylindrischen Schlichtzone zum Einsatz. Zur hochproduktiven Schruppbearbeitung wird das Aufmaß ae dabei in einem einzigen Hub von der Welle abgetragen und die Vorschubgeschwindigkeit bis zum Erreichen von Prozessgrenzen erhöht.
Dabei konnte gezeigt werden, dass die Schleifbearbeitung mit sehr groben CBN-Scheiben Zeiteinsparungen von 70 % bei der Weich- und sogar 95 % bei der Hartbearbeitung im Vergleich zum Drehen ermöglicht. Der Vorteil liegt darin, dass die Hartbearbeitung beim geometrisch unbestimmten Zerspanen mit denselben Prozessstellgrößen wie bei der Weichbearbeitung realisiert werden kann, da die Werkzeuge durch die Größe der verwendeten Körner für beide Prozesse gleichermaßen geeignet sind. Für beide Prozesse sind Zeitspanvolumnia von bis zu 1000 mm³/mm∙s möglich.
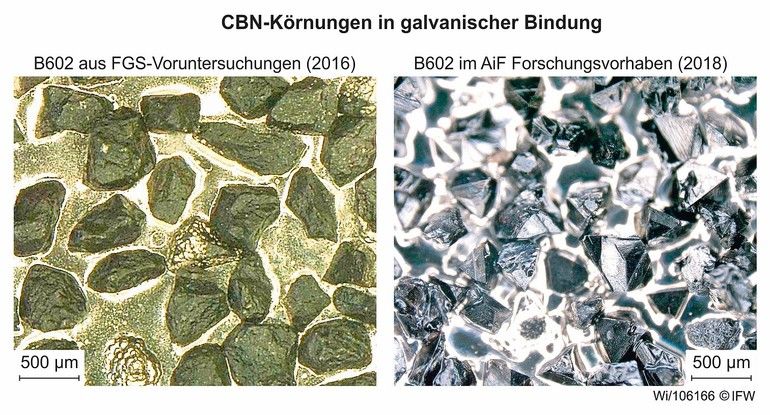
Parallel zum Erarbeiten des Prozesspotentials wurde über die letzten Jahre auch die Qualität der verfügbaren Schleifkörner verbessert. Als Resultat weisen die verwendeten Abrasivkörner aus dem aktuellen Forschungsprojekt für alle untersuchten Korngrößen deutlich schärfere Kanten als in der ursprünglich durchgeführten Vorstudie auf. Die Entwicklung dieser Körnungen über die vergangenen Jahre resultiert aus einer verbesserten Prozesskontrolle bei der CBN-Synthese. Beide dargestellten Körnungen entsprechen der jeweils maximal verfügbaren Qualität zum Projektzeitpunkt.
Im Einsatzverhalten sind die Prozesskräfte durch die scharfkantigeren Körner deutlich reduziert. Zusätzlich hat sich das Schleifkraftverhältnis, das die Effektivität der Zerspanung beschreibt, durch die schärferen Kanten fast verdoppelt.
Es ist außerdem bekannt, dass die Effektivität der Zerspanung mit steigender Spanungsdicke zunimmt. Die groben Schleifkörner, die in dem vorgestellten Forschungsvorhaben untersucht werden, ermöglichen somit nicht nur höhere Materialabtragsraten und Spanungsdicken, sondern reduzieren auch die zur Zerspanung benötigte Energiemenge. Aufgrund der deutlich höheren Spanungsdicken verlässt die Zerspanung mit den beschriebenen Werkzeugen dabei die traditionelle Domäne der Schleifbearbeitung im Segment der Fein- und Endbearbeitung. Es wird deutlich, dass die Zerspanung mit steigendem Vorschub und steigender Korngröße energieeffizienter abläuft. In Kombination mit der deutlich reduzierten Bearbeitungszeit ergibt sich so ein hocheffizienter Schruppprozess für ungehärtete und gehärtete Stahlwellen.
Um diesen technologischen Vorteil in der industriellen Praxis nutzbar zu machen ist ein Kreis an Industrieunternehmen am Projekt beteiligt. Diese Unternehmen bilden den gesamten Prozesszyklus der Körner, von der Kornherstellung bis zur deren Anwendung, ab. Weiterführende Untersuchungen am IFW beschäftigen sich zukünftig neben dem maximal möglichen Zeitspanvolumen dieser grobkörnigen Schleifwerkzeuge mit der Wärmeentstehung und -verteilung innerhalb der Kontaktzone.
Das Projekt „Ressourceneffizientes und produktives Schleifen mit grobkörnigem CBN“ wurde vom Bundesministerium für Wirtschaft und Energie organisatorisch und finanziell unterstützt.
Kontakt:
Institut für Fertigungstechnik und Werkzeugmaschinen (IFW)
PZH Produktionstechnisches Zentrum Hannover
An der Universität 2
30823 Garbsen
Tel.: +49 511 762 18294
www.ifw.uni-hannover.de









{kind=link}