
„All-in-One“ ist kein Monopol der EDV-Branche sondern Realität im Maschinen- und Fahrzeugbau: Ein einziges Blechbauteil bekommt verschiedene Werkstoffeigenschaften eingeprägt und kann dadurch mehrere Funktionen übernehmen. Möglich durch Tailored Tempering, gezielte Wärmeführung im Presswerkzeug.
Patchwork passé, inzwischen gibt es elegantere Möglichkeiten als mehrere Blechsorten bündig zu verschweißen, um am jeweiligen Belastungspunkt die gewünschte Festigkeit zu erreichen. Konstruktiv einfacher ist es, die verschiedenen Werkstoffkennwerte durch Wärmebehandlung schon beim Presshärten einzustellen. Die Automobilbauer setzen immer mehr auf diese Methode. Dabei lassen sie das über 800 °C heiße Stahlteil mit 0,22 % C nach dem Umformen aus dem austenitischen Zustand partiell abkühlen und schrecken es nicht als ganzes ab – so dass es nicht total martensitisch wird wie sonst beim Härten.
Nach Einschätzung des Anlagenbauers Schuler SMG beträgt der Anteil der derartig hergestellten „Tailored Tempered Parts“ bislang maximal 5 % an der Weltproduktion pressgehärteter Teile, also etwa 6 Mio. Stück (2010). Doch diese TTPs werden am 20%-igen jährlichen Marktwachstum überproportional partizipieren. Dabei handelt es sich um komplexe Integralbauteile. Sie vereinen mehrere Funktionen in sich und lassen neue konstruktive Lösungen zu: Das Blech kann mit Zonen unterschiedlicher Werkstoffgefüge ausgestattet werden als bestünde es von Anfang an aus unterschiedlichen Stahllegierungen. Die Festigkeitswerte eines solchen TTP reichen heute von etwa 2000 MPa bis hinunter zu circa 650 MPa. Der Fertigungsablauf lässt sich leicht erklären, reihen sich doch die bekannten Prozessschritte des Presshärtens einfach aneinander: Platine schneiden, im Ofen aufheizen, schnellstens ins Werkzeug bringen und dort formen, anschließend das Werkstück im Presswerkzeug gezielt abkühlen. Doch hinter Tailored Tempering steckt sehr viel Know-how aus Materialwissenschaft und Fertigungstechnik.
Der Einsatz pressgehärteter Komponenten ist im Automobilbau in den letzten Jahren exponentiell gestiegen. Außer für Karosserieelemente wie A- und B-Säulen, Dachstreben und Seitenaufprallträger wird der Ausgangswerkstoff Mangan-Bor-Stahl zunehmend auch für Plattform-Teile eingesetzt, bei denen es weniger um Sicherheitsaspekte geht. Hier zählt eher Gewichtseinsparung durch höhere Festigkeit und Steifigkeit.
Inzwischen setzen alle Großserienhersteller auf die Warmumformung. Doch es brauchte einen langen Anlauf. 1987 wurden nur 3 Mio. Presshärteteile produziert, zehn Jahre später lag die Zahl erst bei 8 Mio. Heute hingegen laufen weltweit 120 Produktionsanlagen rund um die Uhr. „Für das Jahr 2015 gehen wir von 350 Millionen Teilen aus“, sagt Lothar Gräbener, Vicepresident Sales für Warmumformtechnik bei der Schuler SMG GmbH & Co. KG, Waghäusel. Lag die Herstellung von Warmformbauteilen bis vor zehn Jahren in der Hand von Zulieferern, so bauen inzwischen namhafte OEM ihre Kapazitäten aus. So liefert Schuler drei neue Presshärtelinien zusätzlich zu den schon vorhandenen sechs an VW in Kassel und zwei für den Golf VI nach Wolfsburg. Der Pressenbauer ist Marktführer bei solchen Anlagen.
Bekannt war das Warmumformen von Blechteilen bereits Mitte der 1980er Jahre und wurde für die Herstellung sicherheitsrelevanter Bauteile wie Seitenaufprall- oder Stoßfängerquerträger eingesetzt. Zum Durchbruch verhalf dieser Technologie 2005 das VW-Werk Kassel: Ihr Einsatz bei B-Säulen, Schwellern, beim Mitteltunnel, Dachrahmen und im Stirnwand-Bereich verringerte das Rohkarosseriegewicht des Passat um rund 20 kg im Vergleich zur Konstruktion mit höchstfesten, kalt umgeformten Stählen. In dieser Zeit ging es darum, leichte und hochfeste Strukturteile zu erhalten, wie sie sich durch Kaltumformen nicht herstellen lassen. Das ist bis heute die Brot-und-Butter-Technik bei den niedriglegierten und damit günstigen MnB-Stählen.
Dies war auch Ausgangspunkt der Untersuchungen Peter Feusers vom Team Umformtechnik und Beratung Stahl der Mercedes Cars Entwicklung, Sindelfingen. „Hochfester warmumgeformter Stahl 22MnB5 wird üblicherweise für Bauteile eingesetzt, die im Seitencrash starken Belastungen ausgesetzt sind“, sagt er. „Von der Fahrgastzelle wird Intrusionssteifigkeit gefordert, weil sie keine Knautschzone hat.“ Eine vergleichbare Sicherheit ließe sich sonst nur unter Inkaufnahme eines höheren Gewichts mit hochfesten kaltumformbaren Stahlwerkstoffen (AHSS) realisieren. Diese Materialien sind schwierig zu verarbeiten, da sie aufgrund ihrer geringen Duktilität nur ein begrenztes Umformvermögen haben. Erschwerend kommt noch ihr starkes Rückfederungsverhalten hinzu.
Beim Presshärten hingegen werden heute Festigkeiten von bis zu 2000 MPa durch Abschreckgeschwindigkeiten über 27 °C/s erreicht. Die damit einhergehende geringe Bruchdehnung von nur 5 bis 7 % schränkt jedoch den Einsatz solcher Teile in der Rohkarosserie ein. Hochfest und kaum Dehnung – das reicht nur für Spezialanwendungen.
Einen Fortschritt brachten per Laser zusammengeschweißte „Tailored Welded Blanks“ aus presshärtbarem und mikrolegiertem Tiefziehstahl. Ein daraus hergestelltes Blechteil, etwa die B-Säule, besteht dann aus zwei unterschiedlichen Werkstoffen: Im Fuß der B-Säule kann Crash-Energie durch Verformungsarbeit aufgenommen werden und weiter oben bleibt die Fahrgastzelle strukturstabil aufgrund der wesentlich höheren Festigkeit des pressgehärteten Stahls.
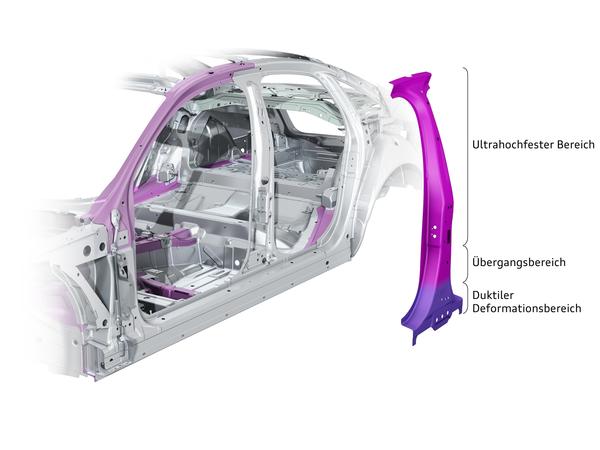
Doch warum nicht beide Eigenschaften in einem einzigen Bauteil kombinieren, das durchgängig aus 22MnB5 besteht? Das würde die Vorteile eines leicht verformbaren mikrolegierten Stahls mit hoher Bruchdehnung mit den Vorteilen eines hochfesten Stahls verbinden. Bei Tailored Tempered Parts können diese Qualitäten über das Bauteil hinweg verteilt sein – eine Zone martensitisch hart durch Abschrecken, eine andere weich, um Verformungen aufzunehmen.
Laut Mercedes-Entwicklungsingenieur Peter Feuser kann die B-Säule dann unten am Schweller eine Festigkeit von 650 MPa haben, weil sie nicht martensitisch gehärtet wurde, darüber von 800 MPa, und ganz oben ab Sitzhöhe von 1500 MPa. Solche unterschiedlichen Eigenschaften lassen sich über mehrere Verfahrensvarianten einstellen:
- Vor dem Presshärten wird nur ein Teil der Platine austenitisiert,
- beim Presshärten wird im Presswerkzeug unterschiedlich abgekühlt oder
- nach dem Presshärten führt partielles Anlassen (Vergüten) zu definiert verformungsfähigen Zonen.
Daimler untersuchte schwerpunktmäßig Variante 2. Dabei wird das noch circa 800 °C heiße Blech in nur einer Zone innerhalb weniger Sekunden auf deutlich unter 200 °C abgeschreckt und härtet dadurch vollständig martensitisch aus. Im erwärmten Formwerkzeugsegment läuft dieser Prozess nicht ab. Das Bauteil verbleibt dort für vielleicht 10 s auf dem Temperaturniveau von 450 °C und kühlt erst nach dem Öffnen des Umformwerkzeugs langsam auf Raumtemperatur ab. Dipl.-Ing. Peter Feuser: „So vermeiden wir die Umwandlung von kubisch-flächenzentriertem Austenit in kubisch-raumzentrierten Martensit, weil genügend Zeit für die Kohlenstoffdiffusion aus dem C-übersättigten Austenit besteht. Das Gefüge ist dann nicht martensitisch, sondern bainitisch zäh.“
Ein weiterer Vorteil der TTPs sind Kostenvorteile gegenüber warmumgeformten Tailored Welded Blanks (TWB). Nach Untersuchung der Mercedes Cars Entwicklung sind sie bei den B-Säulen etwa um 11 % preiswerter. Feuser: „Das liegt vor allem an den höheren Rohmaterialkosten einer TWB-Platine durch den Platinenbeschnitt und Laserschweißen.“ Beim partiellen Presshärten hingegen fällt nur die Anfangsinvestition für die aufwendige Fertigung ins Gewicht, also Ofentechnik, Werkzeugtemperierung, spezielle Werkzeugwerkstoffe, thermografische Prozessüberwachung… „Doch das kann auf die Gesamtstückzahl umgelegt werden“, resümiert Peter Feuser. Vor allem bei großen Stückzahlen könne das partielle Formhärten gegenüber TWBs deutlich Kosten reduzieren, solange aus funktionaler Sicht kein Blechdickensprung nötig ist.
So weit, so gut. Doch Mecedesmann Feuser kennt auch die Probleme in der Produktion von TTPs: „Das Werkzeug muss auch über 400 °C gute Verschleißeigenschaften haben. Der Konstrukteur muss die temperaturbedingte Volumenänderung vorab so berücksichtigen, dass die Sollgeometrie bei Zieltemperatur erreicht wird. Weiter ist eine homogene Werkzeugtemperatur nicht immer einfach zu gewährleisten und die thermische Isolation ist sehr wichtig.“ In der Mercedes C-Klasse beträgt der Anteil ultrahochfester, warmumgeformter (also pressgehärteter) Strukturteile schon 6 Gewichtsprozent.
Als Konzern, der seinen Absatz sichern will, hat sich auch ThyssenKrupp Steel Europe mit TTPs beschäftigt. Dabei stellte sich bei einem Referenzfahrzeug heraus, dass die B-Säule aus pressgehärtetem MnB-Stahl mit 1900 MPa Festigkeit um 22 % leichter sein kann – eigentlich ein potentieller Verlust an Verkaufstonnage. Aber die Kosten sinken um 9 % – für Incar-Projektleiter Oliver Hoffmann ein Verkaufsargument.
Siegfried Kämpfer, Journalist in Solingen
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}