


Eine clevere Wahl von Zerspan-Tools und Arbeitsabläufen sicherte Spritzgieß-Werkzeugbauer Pfefferkorn die Auftrags-entscheidenden Vorteile hinsichtlich hohen Materialabtrags und langer Standzeiten beim Schruppen. Das Konzept zum wirtschaftlichen Fräsen basiert auf Hochvorschubfräsern von Horn.
Schon nach einem Tag Testzeit folgte die Bestellung. „Schnittleistung, Standzeit und Laufruhe beim Schruppen haben uns voll überzeugt“, begründete Axel Michel seine schnelle Entscheidung für das Hochvorschub-Frässystem DAH der Tübinger Paul Horn GmbH. Schon das Werkzeugkonzept mit der 3-schneidigen Wendeplatte hatte den Leiter des Werkzeugbaus und der Konstruktion bei der Pfefferkorn & Co. GmbH in Simmern beeindruckt. Besonders die Schnitttiefe bis 1,2 mm und die Vorschübe bis 3 mm/Zahn kamen seinen Vorstellungen entgegen. Deshalb hatte er ein Werkzeug für verschiedene Versuche angefordert.
Speziell bei diffizilen Dreharbeiten setzt Pfefferkorn bereits seit Jahren Horn-Werkzeuge der Reihen Mini und Supermini ein. In jüngster Zeit erzeugen auch Fräser verschiedener Baureihen aus Tübingen Späne beim Werkzeugbauer im Hunsrück. Aufgrund der mit diesen Werkzeugen gewonnenen Erfahrungen war es für Michel nahe liegend, vor dem Bearbeiten eines Spritzgießwerkzeuges für eine Brillenschale auch die Vorschläge von Thomas Massinger ins Kalkül zu ziehen. Massinger, als Technischer Berater im Verkauf von Horn tätig, empfahl für das Zeit- und damit Kosten-bestimmende Schruppen einer 230 mm x 250 mm x 60 mm großen Tasche im Werkstoff 1.2312 die neuen Hochvorschubfräser DAH. Sie sind in der besonders verschleißfesten Hartmetallsorte SA4B zum Plan-, Taschen- und Zirkularfräsen von Stahl, Gusswerkstoffen und Aluminium lieferbar und erweitern mit Schneidkreisdurchmessern von 20, 25, 32 und 40 mm das Portfolio der Tübinger in Richtung größerer Durchmesser und höherer Vorschübe bei geringen Schnitttiefen. Ihre TiN-beschichteten Halter mit innerer Kühlmittelzufuhr stehen als Schaftfräser mit Weldon-Aufnahmen und als Schraubkopffräser mit der bereits im Horn-System DA bewährten Halterausführung MD zur Verfügung.
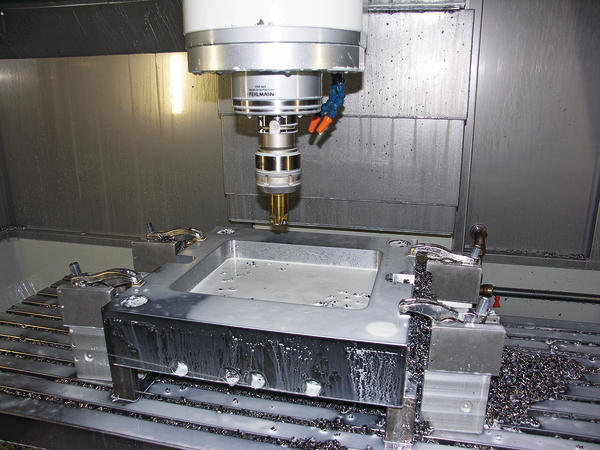
Zum Ausfräsen der Tasche wurde ein Fräser mit 32 mm Durchmesser und vier Schneidplatten gewählt. Die Bearbeitungsstrategie sah vor, die Tasche auf einem Fehlmann-Zentrum des Typs Picomax 95 mit HSK A63-Werkzeugaufnahme bis auf eine Tiefe von 5 mm trocken und danach – um die Standzeit zu verbessern – nass zu schruppen. Abschließend sollte ein weiterer Schaftfräser die endgültige Tiefenkontur ausarbeiten. Michel erläutert seine Maschinenwahl: „Die Picomax 95 ist das einzige Bearbeitungszentrum in meinem Maschinenpark, das robust genug ist, um den mit dem Werkzeug möglichen Spanabtrag prozesssicher zu realisieren.“
Diese Leistung und Zuverlässigkeit gewährleisten unter anderem die Schneidplatten mit den drei Schneiden. Die axial wirkenden Platten leiten die Kräfte in Achsrichtung weiter und reduzieren dadurch die Spindelbelastung. Ermöglicht werden der weiche Schnitt, die gleichmäßige Aufteilung der Spankräfte und das problemlose und schnelle Eintauchen durch den großen Radius an der Hauptschneide, einen kleinen Schneidenradius an der Innenseite sowie einen Primär- und Sekundärfreiwinkel.
Zum Schruppen der Tasche wurde ein Vorschub von 1,2 mm/Zahn, eine Schnittgeschwindigkeit von 250 m/min und eine Schnitttiefe von 0,7 mm gewählt. Maschinenführer Christian Külzer entschied sich beim Programmieren für den Taschenfräszyklus mit der Eintauchbewegung im Taschenmittelpunkt, da bei diesem Bewegungsablauf das Werkzeug immer im Eingriff ist. Die Tasche wird bis zu einer Tiefe von 44 mm mit einem Schlichtaufmaß von 0,3 bis 0,5 mm in 22,2 min ausgekoffert. Ein Wettbewerbsfabrikat benötigte zuvor die 3-fache Zeit. Fürs weitere Bearbeiten bis etwa 68 mm Tiefe kommt wegen der anfallenden Konturfräsarbeiten ein anderer Schaftfräser zum Einsatz. Trotz der hohen Temperaturunterschiede beim Trocken- und Nassfräsen erwies sich das Horn-Substrat als sehr widerstandsfähig und den thermischen Belastungen gewachsen. Ihr wichtigstes Ziel, das wirtschaftliche und prozesssichere Schruppen der Tasche, erreichten die Pfefferkorn-Mitarbeiter. Galt es doch den Kunden bei diesem Lohnauftrag ein weiteres Mal von der Leistungsfähigkeit des Unternehmens zu überzeugen.
Weltweit bekannt wurde Pfefferkorn bereits in den 60er-Jahren mit der Entwicklung eines Kunststoff-Sektstopfens. Dieser technisch sehr anspruchsvolle Verschluss erzeugt beim Öffnen der Flasche das vom Naturkorken her bekannte „Plop“. Ausgangspunkt dieser und weiterer Entwicklungen war das 1953 von dem Feinmechanikermeister Hans Pfefferkorn in Frankfurt am Main gegründete Unternehmen, das technische Teile aus Thermoplasten herstellte. 1971 erforderte die Unternehmensentwicklung eine deutliche Vergrößerung der Produktionsfläche und damit einhergehend einen Umzug nach Simmern im Hunsrück. Heute beschäftigt der in der dritten Generation geführte Familienbetrieb knapp 50 Mitarbeiter. Seine Stärken sind der Werkzeugbau und die Spritzerei mit derzeit 36 Spritzgießmaschinen. Die Ein- oder Zweikomponenten-Spritzgussteile und die umspritzten Kunststoff-Metall-Verbindungen verwenden namhafte Hersteller unter anderem in der Lebensmittelindustrie, im Bausektor und in der Medizintechnik weltweit.
In diesen Anwendungsbereichen werden nicht nur Produkte für die eigene Produktion entwickelt, überarbeitet, repariert und gewartet, sondern auch Spritzgießwerkzeuge externer Kunden. Zu den Kernkompetenzen zählen unter anderem Heißkanalwerkzeuge mit Nadelverschlusssystemen für Material- und Kosten-sparende Werkzeuge mit mehreren Kavitäten. Im Werkzeugbau und der zugehörigen Konstruktion arbeiten 12 Mitarbeiter unter der Leitung von Axel Michel. Ihnen stehen hochmoderne Maschinen zum Schleifen, Drehen, Fräsen und Erodieren sowie ein CAD-CAM-System für die Konstruktion, Simulation und Visualisierung beispielsweise von Prototypen zur Verfügung. Ob konkretes Design oder vage Vorstellungen, Pfefferkorn berät und betreut seine Kunden während der gesamten Entwicklungs- und Entstehungsphase. Da neben den eigenen Produkten auch die Lohnarbeit unter erheblichem Zeitdruck steht, sind neben der hohen Produktqualität vor allem kurze Durchlaufzeiten ein entscheidendes Kriterium im weltweiten Wettbewerb.
Deshalb war für Axel Michel – neben der Leistungsfähigkeit der Horn-Werkzeuge – vor allem auch die kurze Reaktionszeit der Tübinger und ihres Außendienstes ein wichtiges Kriterium. „Thomas Massinger steht für uns bei Fragen und Problemen kurzfristig bereit und wir müssen nicht tagelang auf einen Anwendungstechniker warten“, resümiert der Formenbauer und sein Blick in die Zukunft bestätigt diese Bewertung. „Derzeit sind Hochvorschubfräser mit 20, 25 und 32 Millimeter Durchmesser bei uns im Einsatz. Da sich alle mit der gleichen Wendeschneidplatte bestücken lassen, reduzieren sich auch unsere Werkzeugkosten. Bei den zunehmenden Anforderungen an das Hochvorschubfräsen werden wir deshalb diese Technologie weiter ausbauen und dabei verstärkt auf die Unterstützung von Horn setzen.“
Dr.-Ing. Matthias Luik Leiter Forschung und Entwicklung, Paul Horn GmbH, Tübingen
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:







{kind=link}