



Mit flexiblen und effizienten Komplettbearbeitungszentren will die Werkzeugmaschinenbranche ihren Kunden helfen, schnell und zuverlässig auf immer kurzfristigere Aufträge zu reagieren. Dabei sehen die einzelnen Konzepte der Hersteller ganz unterschiedlich aus.
Es läuft wieder. Metallbearbeitende Betriebe haben seit einiger Zeit wieder Aufträge. Seit Jahresbeginn verzeichneten die Hersteller von Zerspanwerkzeugen zunächst einen ordentlichen, dann einen sehr dynamischen Aufschwung. Ab dem zweiten Quartal profitierte dann auch die Werkzeugmaschinen-Branche von einem dynamischen Anstieg der Orders. Fast alle haben die Krisenzeit genutzt, um neue Produkte zu entwickeln. Sie sollen den Kunden helfen selbst komplexe Teile schnell, flexibel und wirtschaftlich herzustellen, und die Anbieter wollen mit diesen Neuheiten durchstarten.
Die Entwicklungen waren geprägt von den aktuellen Anforderungen des Marktes. Die frühere Planungssicherheit über einen längeren Zeitraum hinweg, wird bis auf weiteres Wunschdenken bleiben. Die Kunden rufen ihren Teile und Komponenten kurzfristig in kleinen Losen ab, je nach Bedarf, oft ohne lange Vorankündigung. Zerspaner müssen deshalb immer flexibler reagieren und innerhalb kurzer Zeit zuverlässig liefern können. Zudem setzt sich ein Trend weiter fort: Die Losgrößen insgesamt schrumpfen, die Variantenvielfalt steigt, ebenso die Komplexität der Teile und die Anforderungen an die Präzision und die Prozesssicherheit.
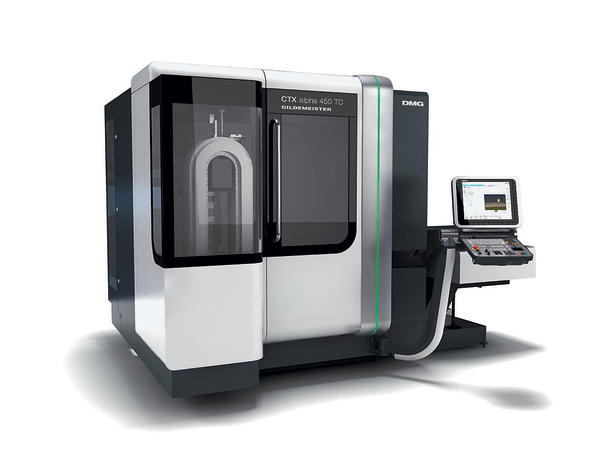
Auf der Stuttgarter Metallbearbeitungsmesse AMB, die vom 28. September bis zum 2. Oktober stattfindet, werden daher Komplettbearbeitungsmaschinen, die genau diesen Bedarf erfüllen, einen Schwerpunkt bilden. So präsentiert beispielsweise die Bielefelder Gildemeister Drehmaschinen GmbH (Halle 7, Stand D12) das Dreh-Fräs-Zentrum CTX alpha TC für die bis zu 5-achsige 6-Seiten-Komplettbearbeitung. Die Maschine erweitert die CTX-Baureihe in Richtung kleinerer Bauteile. Der maximale Drehdurchmesser liegt bei 370 mm, die Drehlänge bei 424 mm. Darüber hinaus lässt sich Stangenmaterial bis 65 mm Durchmesser im autarken Durchlauf hochpräzise abarbeiten. Die Komplettbearbeitungsmaschinen erschließt mit ihrer um ± 120° schwenkbaren B-Achse, dem unteren Revolver mit Werkzeug-Direktantrieb, der NC-gesteuerten schwenk- und positionierbaren Gegenspindel, dem Werkzeugmagazin für bis zu 72 Tools sowie der ShopTurn 3G-Steuerung von Siemens eine hohe Performance und Flexibilität. Exemplarisch für den hohen Produktivitätsgrad stehen zudem kurze Span-zu-Span-Zeiten unter 4 s sowie leistungsstarke Antriebe mit Drehzahlen bis 6000 min-1 in der Drehspindel und bis zu 20 000 min-1 in der Frässpindel der B-Achse.
Das ebenfalls zum Gildemeister-Konzern gehörende Schwesterunternehmen Deckel Maho Pfronten GmbH (Halle 7, Stand D12) präsentiert mit der DMU 65 die neue Generation einer kompakten Universalmaschine. Wesentliche Merkmale des hochdynamischen Bearbeitungszentrums sind laut DMG die sehr gute Zugänglichkeit, maximale Stabilität und höchste Genauigkeit. Basierend auf einem monoBLOCK-Gussständer mit 3-Punkt-Auflage und ausgestattet mit einem optimal zugänglichen Arbeitsraum (X, Y und Z) von 650 x 650 x 560 mm, generieren sich die Stärken der DMU 65 vor allem aus einem modularen Baukastenkonzept. So stehen zur Werkstückaufnahme neben dem Starrtisch unterschiedliche Schwenk-Rundtische mit Getriebe- oder Torqueantrieb ebenso zur Verfügung wie ein Schwenk-Rundtisch mit integrierter Drehfunktionalität oder eine Palettenwechsler-Ausführung zur Hauptzeit-parallelen Beschickung. Neben der Standardspindel, die mit 18 000 min-1 rotiert, sind drehmomentstarke Spindeln für das Leistungsfräsen sowie schnelle Highspeed-Spindeln für die HSC-Bearbeitung verfügbar. Und auch beim Werkzeugmagazin zeigt sich die DMU 65 mit Systemlösungen für 30, 60 und 90 Tools für alle Anfragen gerüstet. Darüber hinaus wird es zukünftig auch eine Ausführung mit Linearantrieben in allen Achsen für maximale Dynamik und noch schnellere Verfahrgeschwindigkeiten geben.
Auch Matsuura (Halle 5, Stand B52), der japanische Spezialist fürs schnelle und präzise Zerspanen kubischer Werkstücke, präsentiert in Stuttgart eine Multifunktionsmaschine – das 5-Achsen-Vertikal-Bearbeitungszentrum Maxia Cublex-63. Es soll Interessenten ansprechen, für die Vielseitigkeit und Produktivität im Vordergrund stehen. Drei Bearbeitungstechnologien – Fräsen, Drehen und optional Schleifen – sind in die Maschine integriert. Ein Werkzeugspeicher für 320 Tools und ein zweifacher Palettenspeicher machen das Multitalent zu einem effizienten und flexiblen Hochleistungsbearbeitungszentrum für die mannarme Fertigung. „Unsere Kunden, die Hochleistungszerspanung und mannarme Fertigung konsequent einsetzen, sind vergleichsweise gut durch die Krise gekommen“, sagt Bert Kleinmann, Geschäftsführer der deutschen Niederlassung Matsuura Machinery GmbH in Wiesbaden-Delkenheim. Für diese Kunden sei auch das Multifunktionszentrum Maxia Cublex-63 konzipiert, das über die leistungsfähigste Zerspanungstechnologie verfüge, die Matuura derzeit zu bieten habe. Am anderen Ende des Leistungsspektrum soll das günstige Preis-Leistungs-Verhältnis des neuen Maxia MX-520 den Start in die 5-Achsen-Welt der Japaner erleichtern. Das Einsteigermodell ist mit zwei Paletten und 40 Werkzeugplätzen speziell für die wirtschaftliche Fertigung von Einzel- und Kleinserien ausgelegt.
Flexibilität hinsichtlich des Auftragsvolumens und der Komplexität der Werkstücke verspricht auch die Mikron SA (Halle 3, Stand D87) mit Stammsitz in Biel/Schweiz vom Produktionszentrum Multistep XT-200. Die Maschine liefert auf 5½ Seiten bearbeitete Teile bis zu einer Größe von 200 mm x 200 mm x 200 mm. Basierend auf bis zu vier eigenständigen Funktions-Modulen, kann das System nach Bedarf erweitert oder upgraded werden. So arbeitet der Anwender mit genau derjenigen Maschine und Ausbringungsleistung, die er tatsächlich braucht.
Wer µm-genaue Bearbeitung bei hohem Ausstoß schätzt, gleichzeitig aber mit minimalem Investrisiko planen will, ist mit der XT-200 gut bedient. Dank modularer Bauweise macht das Bearbeitungszentrum den stufenweisen Einstieg und Erweiterungen möglich. So muss nicht bereits in der Anlaufphase einer Serie mit Blick auf das Maximalvolumen investiert werden. Dies ist beim neuen Mikron-Bearbeitungssystem nach tatsächlichem Produktionsvolumen machbar. Bei Bedarf wird ein weiteres Modul angehängt, ohne dass zusätzliche Späneförderer und Kühlaggregate nötig würden, oder weiteres Personal. Jedes Modul der XT-200 ist für sich genommen ein konventionelles Bearbeitungszentrum. Ein Mitarbeiter reicht aus, die bis zu vier verketteten Einzelmodule zu bedienen. Eine einzige Be- und Entlade-Einheit versorgt alle Bearbeitungsmodule. Flexibilität und Präzision sind dabei kein Widerspruch. Die Basis sind unter anderem Messzyklen, die die Lage und Ausrichtung der Teile exakt ermitteln. Innerhalb von 10 min lässt sich die Maschine von der einen auf die nächste Serie umrüsteten. Die Span-zu-Span-Zeit liegt jeweils unter 1 s. Gearbeitet wird mit je fünf interpolierenden Achsen und bis zu 144 Tools. Neben Stahl, Guss und Leichtmetall sind auch schwierige Werkstoffe und Exoten kein Problem. Damit empfiehlt sich die Multistep XT-200 für die Komplettbearbeitung von Klein- und Mittelserien in der Automobil-, Hydraulik- und Pneumatikbranche sowie dem allgemeinen Maschinenbau. Auf der AMB stellen die Schweizer die Weiterentwicklung der XT-200 mit einer neuartigen virtuellen Präsentation vor.
Die Stichworte Flexibilität und Modularität treffen auch auf das Portfolio des deutsch-amerikanischen Maschinenbauers MAG (Halle 4, Stand C42) zu. Mit neuen Technologien und erweiterten Bearbeitungsmöglichkeiten, aufbauend auf der Technologie- und Erfahrungsbasis von traditionsreichen Herstellern wie zum Beispiel Hüller Hille, Hessapp oder Boehringer decken die Maschinen der jüngsten Generation eine große Bandbreite an Anwendungen ab. Highlights stellen dabei die Live-Bearbeitung im 5-Achsen- und Fräs-Drehbereich dar sowie die effiziente Komplettbearbeitung von Zahnrädern – inklusive Wälzfräsen – auf einem Vertikal-Drehzentrum der VDM-Baureihe. Das integrierte Wälzfräsmodul, 4-achsiges Drehen und die Möglichkeit, auch schräge, außermittige Flächen und Bohrungen 5-achsig zu bearbeiten, machen die in Stuttgart gezeigte VDM 1000 H produktiv. Komplettbearbeitung auf einer Maschine sorgt für kurze Durchlaufzeiten, Flexibilität und Präzision. Der maximale Drehdurchmesser liegt bei 1150 mm. Inklusive Spannmittel darf das Werkstück bis zu 1000 mm hoch sein. Der Neigungswinkelbereich des Wälzfräsmoduls liegt bei ± 30°, die Werkzeugspindel rotiert hier mit 800 bis 3000 min-1.
Beim Universal Fräs-Dreh-Zentrum NBH 630 sorgt ein neuer, leistungsfähiger Schwenkkopf dafür, dass sich Bauteile in einer Spannung komplett bearbeiten lassen, einschließlich Drehoperationen. Dadurch erweitert sich der Einsatzbereich des Modells, und auch das 5-achsige Simultan-Spanen ist nun möglich. Dabei braucht der Kunde nicht auf die bereits bekannten Tugenden der Baureihe zu verzichten. So folgt der Grundaufbau weiter dem Lehrenbohrwerk-Prinzip. Das einteilige, umfangreich verrippte Guss-Maschinenbett hat eine gute Dämpfung. Flexible Palettenspeicher und Automationssysteme lassen sich unkompliziert anbinden.
Ebenfalls für die Komplettbearbeitung konzipiert ist das Dreh-Fräs-Zentrum B 1200 SmartTurn des italienischen Herstellers Biglia. Laut dem deutschen Vertriebspartner Teamtec GmbH (Halle 5, Stand B56) mit Sitz in Alzenau vereint das spezielle SmartTurn-Konzept das Drehen und Fräsen nahezu gleichberechtigt in einer Maschine. Das Zentrum sei für die wirtschaftliche Kleinserienfertigung in höchster Präzision prädestiniert. Die Basis dieser Multifunktionsmaschine ist ein Maschinenbett aus Mehanit-Guss mit gehärteten und geschliffenen Flachführungen in allen Achsen. Es verleiht der Maschine die Stabilität, die für eine hohe Präzision und Oberflächenqualität der Werkstücke erforderlich ist. Die Antriebe der Haupt- und der optionalen Gegenspindel leisten 25 kW. Die 20-kW-Motorspindel der integrierten Dreh-Fräs-Spindeleinheit liefert ein Drehmoment von 110 Nm. Die Maschine erreicht damit sowohl bei harten als auch weichen Werkstoffen sehr gute Schnittwerte. Die Motorspindel sitzt auf der B-Achse, die einen Schwenkbereich von 210° hat, und kann in Y-Richtung um bis zu 210 mm verfahren werden. Das ermöglicht schräges Drehen, Fräsen, Bohren und Gewindeschneiden in einer Aufspannung. Selbst komplexe Teile lassen sich so in einem Arbeitsgang komplett bearbeiten. Die maximale Drehlänge misst 1200 mm. Dadurch kann das Dreh-Fräs-Zentrum Bauteile bearbeiten, die sonst oft auf größeren und teureren Maschinen gefertigt werden müssen. Der maximale Drehdurchmesser beträgt 500 mm. Beim Stangendurchlass bleibt dem Kunden die Wahl zwischen 65, 95 und 103 mm Durchmesser.
Haider Willrett haider.willrett@konradin.de
Deckel Maho Gildemeister Halle 7, Stand D12 Matsuura Halle 5, Stand B52 Mikron Halle 3, Stand D87 MAG Halle 4, Stand C42 Teamtec Halle 5, Stand B56
Unsere Webinar-Empfehlung

XR-Lösungen als sinnvolles Werkzeug im Service. Komplexität reduzieren und Wissen einfacher sowie verständlich zur richtigen Zeit, am richtigen Ort, im richtigen Format ausspielen.
Teilen:








{kind=link}