




Neben dem Schleifen hat sich das Leistungshonen in den letzten Jahren als interessante Alternative für die Zahnradherstellung etabliert. Das Verfahren erlaubt es, heute übliche Korrekturen der Zahnflankengeometrie zu realisieren. Besondere Kennzeichen sind die Wirtschaftlichkeit und die hohe Laufruhe der damit bearbeiteten Zahnräder und Getriebewellen.
„Durch konsequente Weiterentwicklung der Anlagentechnik ist das Leistungshonen inzwischen ein sehr wirtschaftlicher Prozess fürs direkte Herstellen von Zahnrädern und Zahnwellen“, sagt Karl-Josef Schäferling. Der Diplomingenieur ist Direktor des Produkt Managements bei der Gleason Corporation in München. Durch Honen gefertigte Zahnräder erreichen im Schnitt nach DIN 3962, Gütestufe 5 und zeichnen sich aufgrund ihrer Oberflächenstruktur durch sehr geringe Geräuschentwicklung aus. Das Verfahren wurde deshalb schon lange fürs Finishen von geschliffenen Zahnrädern für PKW-Getriebe eingesetzt. In den letzten Jahren gelangen jedoch entscheidende Durchbrüche sowohl im Bereich der Anlagentechnik als auch der Werkzeugherstellung. Sie haben dazu geführt, das Leistungshonen als einstufiges Fertigungsverfahren ohne vorherige Schleifbearbeitung zu etablieren. Weiterer Vorteil des Honens sind hohe Freiheitsgrade bezüglich der zu realisierenden Geometrie. So lassen sich durch das Honen eng benachbarte Verzahnungen bearbeiten, für die eine Schleifschnecke gar nicht zum Einsatz gebracht werden könnte. Dabei lassen sich die gleichen Zahnflankenkorrekturen wie auch beim Schleifen einbringen. Außerdem erzeugt das Honen hohe Druckeigenspannungen in der Oberfläche, was die Belastbarkeit der Zahnflanken signifikant erhöht. Zudem ist Honen wesentlich schonender als Schleifen, so dass es nicht zu Schleifbrand kommt.
„Mitte der 70er-Jahre war das Honen noch ein reines Finishverfahren. Seither haben wir daraus konsequent eine Hochleistungs-Bearbeitungstechnologie entwickelt“, ergänzt Schäferling. Solche Anlagen werden mit gehärteten wälzgefrästen, wälzgestoßenen oder gar geschmiedeten Werkstücken beschickt und erzeugen daraus einbaufertige Getrieberäder oder -wellen. Bei vollautomatischer Komplettbearbeitung erreichen Maschinen des Typs 150SPH Taktzeiten von 25 bis 30 s. Bei Zahnwellen, die in Doppelkupplungsgetrieben zum Einsatz kommen, liegt die Bearbeitungszeit mit der 150SPH-L zwischen 35 und 40 s.
Voraussetzung für die kurze Bearbeitungszeit sind hohe Drehzahlen sowohl des Werkzeugs als auch des Werkstücks. Bei der Baureihe 150SPH – für Zahnräder von Modul 0,5 bis 4 mm – dreht das Honwerkzeug mit bis zu 3000 min-1, während das Werkstück mit bis zu 10 000 min-1 rotiert. Die Schnittgeschwindigkeit am Werkstück erreicht hierbei 12 bis 14 m/s. Dabei werden pro Flanke Aufmaße von etwa 50 bis 80 µm abgetragen. Die stückbezogenen Werkzeugkosten liegen lediglich zwischen 2 und 6 Cent. Größere Zahnräder bis Modul 6 mm können mit dem Maschinenmodell ZH 250 bearbeitet werden.
„Ermöglicht wurde dieser Fortschritt durch Verbesserungen sowohl auf der Maschinenseite als auch bei den Werkzeugen“, erläutert Schäferling. Während das Werkstück bei den ersten Verzahnungshonmaschinen noch frei im Honwerkzeug mitlief, werden heute alle Achsen – einschließlich der Reitstockspitze bei der Bearbeitung von Wellen auf der 150 SPH-L – einzeln numerisch angetrieben. Die Synchronisation erfolgt äußerst feinfühlig, rein elektronisch mit höchster Genauigkeit. Die von der Steuerung beeinflussbaren radialen und translatorischen Bewegungen ermöglichen Verzahnungskorrekturen während des Bearbeitungsvorganges.
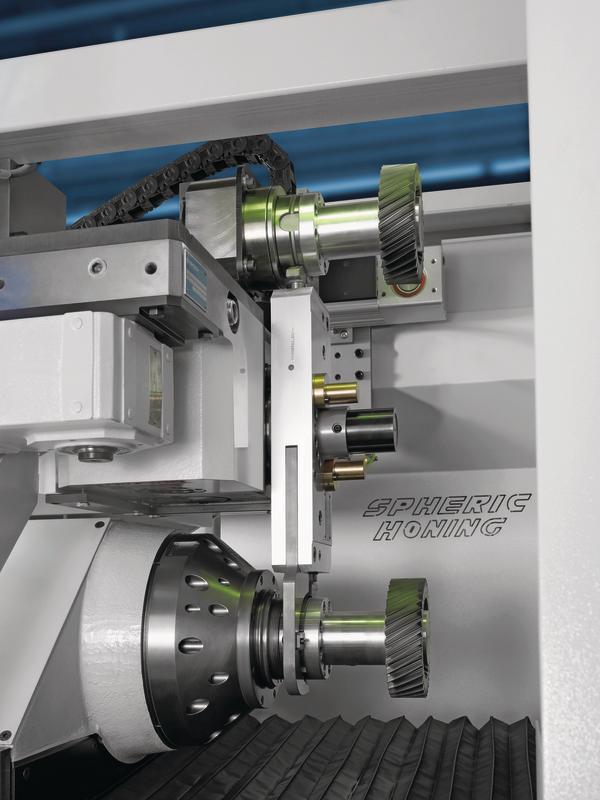
Voraussetzung fürs sichere Beherrschen des Prozesses ist eine hochsteife Konstruktion auf der Basis eines 16 t schweren Maschinenbetts. Die Stahlschweißkonstruktion ist gefüllt mit Reaktionsharzbeton, der die Dämpfungseigenschaften verbessert. Die Forderung nach höchstmöglicher Steifigkeit prägte auch das Design der massiven, auf groß dimensionierten Führungsbahnen laufenden Werkstückspindel. Um die erheblichen Vertikalkräfte aufzufangen, die auf den Schlitten des Honrads wirken, wurde keine direkte Vertikalachse vorgesehen. Stattdessen verfügt der Honkopf über eine im 60°-Winkel angeordnete Schrägachse, die einen Großteil der vertikal wirkenden Kräfte direkt ins Maschinenbett einleitet.
„Um beim Werkstückwechsel möglichst kurze Nebenzeiten zu erreichen, wird das Werkstück bei höheren Drehzahlen indexiert und dann im vollen Lauf mit dem Honrad in Eingriff gebracht“, weiß Schäferling. Ein Schwenk-Schnellwechsler, der von einer automatischen Ladeeinheit bedient wird, sorgt für schnelle Werkstückwechsel. Anschließend beschleunigt die Spindel innerhalb kürzester Zeit und fährt mit dem Werkstück zur unmittelbar vor dem Honrad angebrachten Indexiereinheit. Hier wird die aktuelle Position des Werkstücks zur Zahnlücke des Honrads mit Hilfe eines Sensors mit einer Genauigkeit von 10 µm eingemessen und korrigiert, bevor das Bauteil bei voller Drehzahl mit dem Honrad zum Eingriff gebracht wird. Davor wird es noch mit Hilfe eines Meisterrads vorgeprüft, um Schäden am Honrad durch Grate oder n.i.O.-Teile zu vermeiden. Zudem lässt sich so das genaue Werkstückmaß ermitteln. Hierauf wird die relative Position von Bauteil und Honrad angepasst, um so die Bearbeitungszeiten zu optimieren. Diese Vorprüfung kann wahlweise bereits vorab – also hauptzeitparallel – in der Werkstückzuführstation oder nach Bestücken der Spindel erfolgen. Das Honwerkzeug wird vollautomatisch abgerichtet, ohne manuellen Eingriff in den Produktionszyklus.
„Mit einer speziellen Software können wir beim Bearbeiten fast alle üblichen Korrekturen der Zahnflanken realisieren“, sagt Schäferling. Während einige Korrekturen in klassischer Weise über Geometriemodifikationen des Abrichtzahnrades erzeugt werden, wird dies insbesondere bei Flankenlinienmodifikationen durch die Interpolation von linearen Achsen erreicht. Dabei wird die Berührellipse gezielt über die Zahnflanken geführt und somit die Korrekturen eingearbeitet.
„Eine wesentliche technologische Verbesserung ist auch im Bereich der Lebensdauer des Honwerkzeugs gelungen“, verrät Schäferling. Einerseits wurden die Materialien verbessert, so dass infolge hoher Widerstandsfähigkeit der Bindungssysteme, sorgfältigem Einstellen der Korngrößen und selbstschärfender Eigenschaften des Abrasivstoffs wesentlich höhere Schnittwerte und Standzeiten erreichbar sind als früher. Eine deutlich höhere Standzeit des Honrads wird zudem erreicht durchs gezielte Nachführen des Achskreuzwinkels über einen großen Winkelbereich beim Abrichten. Dadurch kann das Werkzeug bis zu fünfmal häufiger abgerichtet werden. Ein weiterer Vorteil der Abrichtstrategie: eine konstante Verteilung der Schnittgeschwindigkeiten über die Zahnflanke unabhängig vom Abnutzungszustand.
„Unsere Total Gear Solutions-Philosophie bedeutet, dass der Kunde alles, was er zur Lösung von Produktionsaufgaben benötigt, aus einer Hand bekommt – von der Beratung über die Anlage und die gesamte Werkzeugtechnologie bis zum Service“, betont Schäferling.
Klaus Vollrath Fachjournalist in Aarwangen/Schweiz
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:







{kind=link}