

Die Oberflächen von Antriebskomponenten wie Zahnrädern, Zahnstangen, Nocken oder Kurvenscheiben sind meist hohen mechanischen und Verschleiß-Beanspruchungen ausgesetzt. Das Randschichthärten bietet hier eine Lösung, denn es steigert die Belastbarkeit der Bauteile und schützt sie gegen Verschleiß – und zwar ohne Verlust der Zähigkeit im Inneren.
Das Randschichthärten bewährt sich vor allem dann, wenn zugleich harte und verschleißfeste Oberflächen und hohe innere Werkstoffzähigkeit gefordert sind. Da im Vergleich zu anderen Härteverfahren weniger Wärme eingebracht wird und ausschließlich die besonders stark belasteten Bereiche gehärtet werden, entsteht bedeutend weniger Verzug.
Beispiele, in denen das Randschichthärten hochaktuell ist, sind Antriebselemente wie Führungen, Zahnräder und Zahnstangen, Wellen, Achsen, Kurbelwellen, Kurvenscheiben oder Kolbenstangen für Schiffsmotoren. Aber auch bei Seiltrommeln oder Führungssäulen von Pressen ist es zu empfehlen.
Harte Randschichten verbessern die Dauerfestigkeit, indem sie Druckspannungen in der Oberfläche erzeugen und so Rissbildungen vorbeugen. Außerdem verteilen sie äußere Druckspannungen auf einen größeren Bereich im Inneren des Bauteils. Zudem erhöht sich die Steifigkeit sowie die Knick- und Schwingfestigkeit.
Prinzipiell verläuft der Randschichthärtprozess ebenso ab wie andere Härteprozesse: Der Stahl wird auf die Härtetemperatur erwärmt und dann rasch abgeschreckt. Beim Abschrecken wandeln sich die Austenitkristalle, die sich beim Erreichen der Härtetemperatur gebildet haben, in harte Martensitkristalle um. Da nur begrenzte Bereiche erwärmt werden und deshalb weniger Energie eingetragen wird als bei anderen Verfahren, ist der thermische Verzug kleiner. Deshalb und weil der Vergütungswert im Kerngefüge unverändert bleibt, erfordert ein eventuelles nachträgliches Richten bedeutend weniger Aufwand.
Das Verfahren spart Energie, außerdem ist kein Nitrier- oder sonstiger Spezialstahl erforderlich, denn es lassen sich Stähle mit Kohlenstoffgehalten über 0,35 % härten. Die Härterei Gerster AG im Schweizerischen Egerkingen, ein renommierter Spezialist für Wärmebehandlungen, setzt vor allem das Laser-, Induktions- und Flammhärten ein.
Laserhärten: hocheffizient bei geringstem Wärmeeintrag
Beim Laserhärten fährt der Strahl des Hochleistungs-Diodenlasers mit hoher Präzision und großer Vorlaufgeschwindigkeit über die zu härtende Zone und erwärmt sie dabei in Sekundenbruchteilen auf bis zu 1300 °C. Im direkten Bereich des Laserstrahls kommt es zu einer Austenitisierung des Gefüges. Da jedoch die Wärmeeinflusszone sehr gering ist, beginnt unmittelbar nach dem Durchlaufen des Laserstrahls die Selbstabschreckung und damit die Bildung von feinstkörnigem Martensit. Nachträgliches Anlassen der Härtezone ist überflüssig. Die Eindringtiefe zwischen 0,1 und 1,5 mm wird je nach Anforderungen programmiert. Sowohl die erreichbare Härte als auch der Verlauf der gehärteten Bereiche sind sehr genau reproduzierbar. Es benötigt gegenüber dem Induktionshärten und besonders gegenüber dem Flammhärten um Faktoren weniger Energie.
Da bei diesem Prozess besonders wenig Wärme in das Werkstück gelangt, entsteht kaum Wärmeverzug und damit werden in den meisten Fällen Nachbearbeitungen überflüssig. Da die Werkstückoberfläche durch keinerlei Abschreckmedien verunreinigt wird, entfällt auch die nachträgliche Reinigung des Werkstücks. Wird der Prozess unter Schutzgas durchgeführt, tritt außerdem keine Verfärbung der Oberfläche auf, sie bleibt blank. Der Laserstrahl lässt sich auch über dreidimensional geformte Konturen führen um diese zu härten. Ein Rundtisch zum Aufspannen entsprechender Werkstücke erweitert das potenzielle Einsatzspektrum der Anlage.
Die Diodenlaseranlage ermöglicht es, Randschichten von bis zu 6 m langen und bis zu 10 t schweren Maschinenbetten zu härten. Auf diese Weise erhielten zum Beispiel die Führungsbahnen eines 4 m langen Maschinenbettes durch mehrere 20 mm breite Laserspuren die nötige Härte. Auf der gesamten Länge des Maschinenbettes trat lediglich ein Verzug von 0,3 mm auf. Andere Beispiele, bei denen sich das Laser-Randschichthärten bewährt, sind Steuerkurven, Blech-Umformwerkzeuge, Biegestempel, Turbinenkomponenten, Förderschnecken, Verschlussflächen und -kanten und andere anspruchsvolle Maschinenbauteile.
Induktionshärten: Selbsterwärmung durch elektromagnetisches Wechselfeld
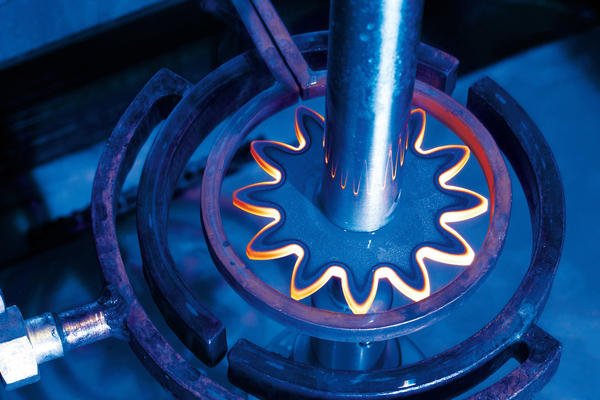
Beim Induktionshärten erwärmt sich der zu härtende Oberflächenbereich durch ein von Induktionsspulen erzeugtes elektromagnetisches Wechselfeld in sich selbst. Die induzierten elektrischen Ströme konzentrieren sich durch den Skineffekt im zu härtenden Oberflächenbereich des Werkstücks und erwärmen diesen wegen der großen Leistungsdichte sehr rasch.
Gleich nach dem Erreichen der Austenitisierungstemperatur wird die Härtezone durch eine Brause mit Wasser, Polymerlösung, Öl oder einen entsprechend starken Druckluftstrom abgeschreckt. Um bestmögliche Ergebnisse zu erzielen, sind die Induktionsspulen am Werkstück geometrisch so angepasst, dass sie optimal zur Einwirkung kommen. Der sehr schnelle Wärmeeintrag vermeidet Grobkornbildung, Randentkohlung und Zunderbildung.
Das Induktionshärten erreicht in einer genau definierbaren Zone Einhärtungstiefen zwischen 0,1 und 15 mm. Werden Eindringtiefen zwischen 0,1 und 2 mm gewünscht, kommt das Hochfrequenzhärten zur Anwendung, bei 2 bis 15 mm Eindringtiefe das Mittelfrequenzhärten. Das Zweifrequenzhärten mit Hoch- und Mittelfrequenz ermöglicht einen sehr konturgetreuen Härteprozess, der besonders bei Zahnrädern und Kettenrädern wichtig sein kann.
Die Härterei Gerster verfügt über mehrere leistungsfähige CNC-Induktionshärteanlagen für die Zahnlückenhärtung, sowie Durchlaufhärteanlagen für Zahnkopf und Zahnflanken von Zahnstangen bis zu Modul 4. Die vorhandenen Anlagen ermöglichen sowohl Zahnflankenhärtung als auch Zahnlückenhärtung an bis zu 6 m langen Zahnstangen und an Zahnrädern mit bis zu 3 m Durchmesser und bis zu 5 t Gewicht. Die Zahnflankenhärtung wird üblicherweise ab Modul 5 durchgeführt und umfasst den Zahnkopf und die Zahnflanken, die damit eine hohe Verschleißbeständigkeit erhalten. Bei der Durchlaufhärtung wiederum werden die Zähne von Zahnrädern ab Modul 5 bis unter den Zahngrund gehärtet. Da die Kosten für die Herstellung passender Induktionsspulen überschaubar sind, eignet sich dieses Härteverfahren auch für Einzelstücke.
Nach dem induktiven Randschichthärten können Zahnstangen einen Verzug von mehreren Millimetern aufweisen, der auf einer vollautomatischen, selbst lernenden Richtanlage für bis zu 2500 mm lange Stangen mit runden und eckigen Querschnitten bis 50 x 50 mm beseitigt wird. Generell tritt ein kleinerer Verzug auf, wenn das Werkstück vor dem Härten einen ausgeglichenen Eigenspannungszustand hat. Es empfiehlt sich daher besonders bei Werkstücken mit sehr unregelmäßigen Geometrien, diese vor dem Randschichthärten spannungsfrei zu glühen und anschließend auf Schleifzugabe zu bearbeiten.
Flammhärten: Für große Dimensionen
Beim Flammhärten erwärmen spezielle Hochleistungsbrenner die Randschicht mit einem Energieeinsatz von bis zu 5000 kW sehr rasch auf Härtetemperatur. Gleich danach erfolgt das Abschrecken mit Wasser, Polymerlösung, Öl oder einem starken Druckluftstrom. Je nach Werkstoff sind Einhärtetiefen zwischen 1,5 und 40 mm erreichbar.
Es gibt verschiedene Varianten, die Flammen und Abschreckmittel zur Wirkung zu bringen:
- Bei längeren Bauteilen bewährt sich das Vorschub-Flammhärten. Brennerflammen, die den Konturen des zu härtenden Bauteils angepasst sind, bringen die zu härtenden Zone rasch auf die Härtetemperatur.
- Außenflächen von Wellen, Innenflächen von rohrförmigen Werkstücken oder größeren Schneckenrädern etc. werden durch Umlaufvorschub-Flammhärtung gehärtet. Dabei führt das Werkstück sowohl eine Längsbewegung durch den Brennerkranz als auch eine Rotation aus.
- Die Umlauf-Standhärtung kommt vor allem bei Zahnrädern oder Ringen bis 1400 mm Durchmesser und Breiten bis 750 mm zum Einsatz. Es findet lediglich eine Rotationsbewegung statt.
- Sinngemäß ähnlich ist die Gesamtflächen-Flammhärtung. Der Flächenbrenner fährt nach dem Erreichen der Härtetemperatur zur Seite und macht einer Flächenbrause Platz.
Gerster setzt das Flammhärten vor allem bei Kundenteilen größerer Dimensionen ein. Das derzeit übliche Werkstückspektrum reicht bei Wellen bis zu 840 mm Durchmesser und 11 m Länge oder bei quaderförmigen Dimensionen bis 1200 x 2000 x 10000 mm. Die Walzen und Wellen, Zylinder und Kolben, Kolbenstangen, Schienen, Führungsbahnen und Maschinenbetten können bis zu 20 t schwer sein.
Von der Beratung bis zum fertigen Bauteil
Neben allen härtbaren Stählen können auch laminare und globulare Gussmaterialien durch Randschichthärten veredelt werden, am besten eignen sich Gussmaterialien mit perlitischer Grundmasse und geringem Ferritanteil.
Entscheidenden Einfluss auf die optimale Wärmebehandlung hat auch die konstruktive Gestaltung des Werkstücks. So etwa lässt sich mit der Vermeidung schroffer Übergänge, entsprechend dimensionierten Radien, ausgewogener Massenverteilung und Formsymmetrien der thermische Verzug der Werkstücke vorteilhaft beeinflussen.
Die Härterei Gerster AG verfügt über umfangreiches Know-how und jahrzehntelange Praxiserfahrung bei technischen Wärmebehandlungen. Das Unternehmen ist nach den aktuellen ISO/TS-Normen zertifiziert. Sein Leistungsspektrum umfasst ein vielfältiges Verfahrensangebot und beginnt schon bei der kompetenten Beratung, bei welcher in enger Zusammenarbeit mit dem Kunden die optimale Wärmebehandlung gewählt wird. Die Werkstoffspezialisten des Unternehmens bieten Unterstützung mit Gefügeuntersuchungen, zerstörungsfreien Härteuntersuchungen, Bauteiloptimierungen etc.
Ein umfangreicher Maschinenpark mit rund 50 modernen CNC-gesteuerten Randschicht-Härteanlagen ermöglicht den für jedes Werkstück am besten geeigneten Prozess sowohl für Einzelstücke als auch für Großserien mit mehreren Millionen Stück.
Martin Wohlgenannt Fachjournalist in Dornbirn/Österreich
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}