Neue Schneidstoffe sollen die Wirtschaftlichkeit der spanenden Prozesse erhöhen, müssen aber zugleich einsatzfähige Werkzeuge sein. Ceratizit verbindet deshalb die Vorteile von Hochleistungs-Schneidstoffen mit innovativen Werkzeuglösungen, um so mit erhöhter Schnittgeschwindigkeit arbeiten zu können und die Genauigkeit zu verbessern – beispielsweise beim Fräsen von Kurbelwellen.
Durch die deutlich erhöhte Schnittgeschwindigkeit bei der Kurbelwellenbearbeitung entstehen jedoch höhere Temperaturen an der Schneidkante – der Hartmetall-Schneidstoff musste deshalb durch Nitridkeramik ersetzt werden. Dies wiederum machte es notwendig, eine zuverlässige Schraubenklemmung bei Keramikwendeplatten zu entwickeln. Die Entwickler von Ceratizit fanden hierfür eine zuverlässige Lösung mit eigener Mittellochgeometrie.
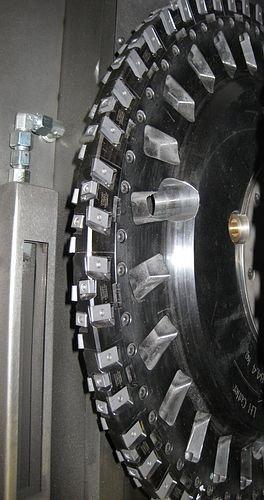
Hierbei half das Know-How aus dem Entwicklungsprojekt MaxiMill HEC (High Efficiency Cutter). Mit MaxiMill HEC wurde ein Planfrässystem entwickelt, in das sowohl Hartmetall als auch Keramik und c-BN als Wendeschneidplatte verbaut werden können. Diese Idee hat Ceratizit Entwickler Hannes Brandhofer aufgegriffen und auf das neue Kurbelwellenaußenfräswerkzeug angewandt. Das neue Werkzeugsystem besteht aus Fräsrad, Kassetten und schraubengeklemmten Wendeschneidplatten aus Keramik. Getestet wurde es an einer Kurbelwelle aus GGG-60.
Das Ergebnis: Während das ursprüngliche Hartmetall-Werkzeugsystem nur eine Schnittgeschwindigkeit von etwa 250 m/min erreichte, konnte mit der Siliziumnitridsorte CTN3105 die Schnittgeschwindigkeit auf 1000 m/min gesteigert werden. Dadurch reduzierte sich die Eingriffszeit um 40 Prozent. Auch die Toleranzen des Bauteils wurden deutlich enger gehalten.
„Somit hat der Anwender erstmals die Möglichkeit bei der Kurbelwellenfertigung frei zu wählen: zwischen den konventionellen Schnittparametern mit Hartmetall oder der Hochgeschwindigkeitsbearbeitung mit Schneidkeramik, mit der er die Eingriffszeit erheblich reduzieren kann“, erläutert Patrick Zobl, Produktmanager für Kurbelwellenbearbeitung, den Hauptvorteil des neuen Werkzeugsystems. Zobl weiter: „Natürlich wird es sich bei Kurbelwellenfräswerkzeugen niemals um Produkte von der Stange handeln, sondern immer um Hochleistungswerkzeuge mit Maßkonfektionierung.“
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:







{kind=link}