





„Wichtig war für uns, dass sich die Maschine schnell an neue Werkstücke anpassen lässt“, erzählt Hermann Meiser. „Denn: Lose mit 20 Gleichteilen sind bei uns bereits eine Großserie“, so der Projektmanager und Technische Berater bei Saar-Metallwerke weiter. Aber nicht nur geringe Stückzahlen verlangen vom Saarbrücker Zulieferer Flexibilität: „Unsere Kunden sind Stahlwerke. Und die sind immer seltener bereit, teure Ersatzkomponenten im Lager vorzuhalten. Kommt es nun beispielsweise aufgrund eines Prozessfehlers in ihren Öfen oder Konvertern zum vorzeitigen Verschleiß eines unserer Produkte, dann müssen wir ihnen schnell helfen.“ Deshalb könne es schon mal vorkommen, dass Komponenten, die regulär bis zu 16 Wochen Lieferzeit hätten, in wenigen Tagen fertig sein müssten.
Das ist laut Michael Agne einer der Gründe, weshalb das Portalfräszentrum vom Typ Fox bei Saar-Metallwerke zu den am besten ausgestatteten gehört, die Nicolás Correa bislang von diesem Modell ausgeliefert hat. Agne ist als Gebietsverkaufsleiter beim spanischen Maschinenbauer für die Region zuständig. „Die Maschine hier hat eine geschlossene Vollverkleidung, ein Werkzeugmagazin mit 60 Plätzen sowie ein automatisches Wechselsystem für vier Fräsköpfe.“ Während die zum Teil deutlich über 400 kg schweren Rohteile manuell gerüstet werden, läuft der Bearbeitungsprozess automatisiert. „Außerdem bietet diese Fox die Möglichkeit, Kühlschmierstoff mit bis zu 70 bar durch die Spindel direkt an die Werkzeugschneide zu führen.“
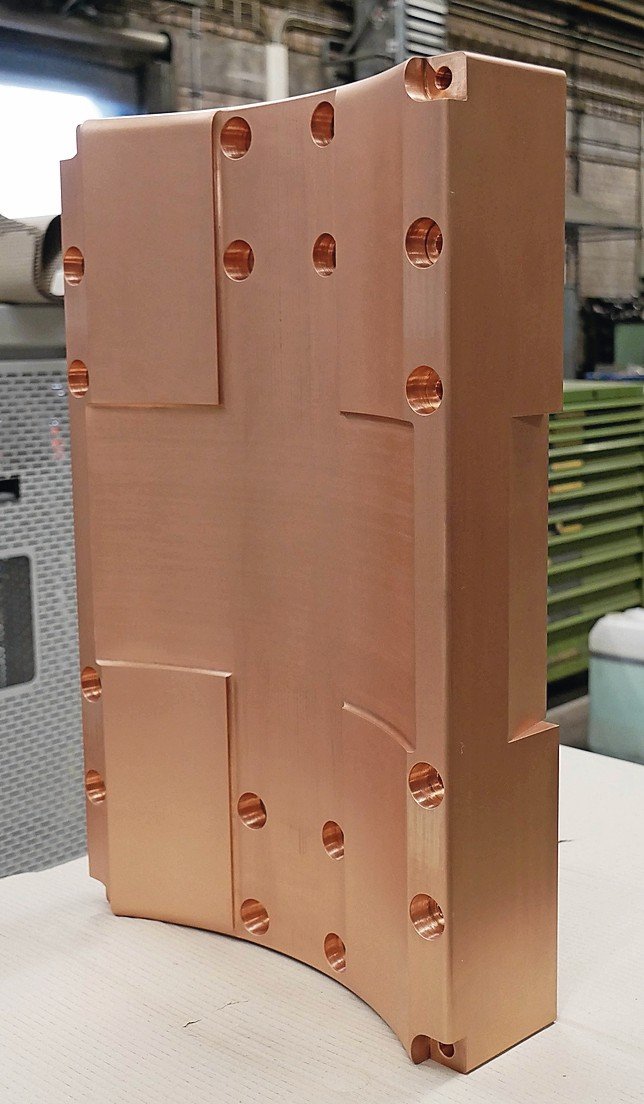
Letzteres sei besonders wichtig, weil Saar-Metallwerke fast ausschließlich Kupfer verarbeite, sagt Fertigungsleiter Marc Bohr. Der Werkstoff und seine Legierungsderivate haben die unangenehme Eigenschaft, extrem lange Späne zu bilden. „Und das können wir beim automatisierten Bearbeiten anspruchsvoller Werkstücke, die noch dazu hohe Anforderungen an die Oberflächengüte erfüllen müssen, nicht gebrauchen“, betont Bohr. Deshalb habe sein Team, gemeinsam mit Anwendungstechnikern von Correa und dem Werkzeughersteller Walter den Prozess entsprechend optimiert. Drehzahlen und Vorschübe wurden erhöht, und speziell abgestimmte Werkzeuge sorgen heute – zusammen mit der inneren Hochdruck-Kühlmittelzufuhr direkt in den Schnittbereich – für einen besseren Spänebruch.
Bei technischen Fragen immer schnelle Antwort
Bei diesem Optimierungsprozess war auch Martin Fromm immer hautnah dabei. Der CNC-Programmierer und CAD-Konstrukteur lobt, wie schnell er bei technischen Fragen eine fundierte Auskunft von den Spezialisten am Correa-Stammsitz in Burgos erhält. „Und zwar auf Deutsch“, wie Fromm betont. Diese Qualität des Services bestätigt Harald Schneider, Leiter des Fachbereichs Instandhaltung bei Saar-Metallwerke: „Wann immer wir im Vorfeld der Installation unserer Fox technische Fragen hatten, erhielten wir umgehend eine fundierte Antwort.“ Und das habe sich seit der Inbetriebnahme des Portalfräszentrum im Oktober 2018 nicht geändert. Überhaupt hebt Schneider die reibungslose Abwicklung des Auftrags hervor: „Alle aufgrund unserer Gegebenheiten notwendigen Anpassungen an der Maschine wurden hochwertig umgesetzt und selbst kleine Kinderkrankheiten wie eine leichte Undichtigkeit an einem der Fräsköpfe waren schnell behoben.“
Die spezielle Situation bei Saar-Metallwerke beschreibt Marc Bohr so: „Wegen der geringen Deckenhöhe unserer Halle mussten wir die Maschine in einer 80 Zentimeter tiefen Fundamentwanne aufstellen.“ Das erforderte unter anderem angepasste Hydraulikanschlüsse. Eine zusätzliche Herausforderung habe darin bestanden, dass die Halle im Trinkwassereinzugsgebiet der Nachbargemeinde liegt. Die Auflagen hinsichtlich des Fundaments und der Bodenversiegelung waren infolgedessen besonders streng.
Größerer Arbeitsraum und höhere Produktivität
Von den inzwischen über 90 Jahren Erfahrung des 1925 gegründeten Zulieferbetriebs profitieren heute Kunden in aller Welt. Am Standort Saarbrücken konzentrieren sich die Spezialisten seit einigen Jahren auf die mechanische Fertigung von Kontaktbacken, Druckringsegmenten, Lanzenköpfen oder Blasformen für die Eisen- und Stahlindustrie. Als 2017 eine Ersatzinvestition anstand, sollte das neue Fräszentrum einen größeren Arbeitsraum, hohe Flexibilität und eine um mindestens 20 % höhere Produktivität mitbringen und zudem die jüngsten Vorgaben hinsichtlich Arbeitsschutz, Ressourceneffizienz und der Schmierstoffaufbereitung erfüllen.
Bohr und seine Kollegen schauten sich auf dem Markt für Großmaschinen um und informierten sich zunächst bei deutschen Anbietern. Über Umwege kamen sie schließlich mit Michael Agne in Kontakt. Nachdem sie Datenblätter und Ausstattungsmerkmale des Portalfräszentrums Fox studiert hatten, wollten die Saarbrücker eine solche Maschine in Aktion sehen. Agne organisierte den Besuch bei einem anderen Kunden. „Danach waren wir so überzeugt, dass wir zwei Rohteile nach Spanien schickten“, erzählt Bohr – eines, mit dem die Anwendungstechniker in Burgos den Prozess optimieren konnten, und eines, um dem potenziellen Kunden die Leistungsfähigkeit der Maschine zu demonstrieren.
Als das Team von Saar-Metallwerke aus Spanien zurückkehrte, war die Entscheidung gefallen. Nicht nur die Performance der Maschine hatte überzeugt. „Gefallen hat uns auch die Art und Weise, wie unsere Fragen beantwortet wurden, und dass mehrere Ausstattungsmerkmale, die bei anderen Anbietern optional waren, hier zum Standard gehörten“, nennt Marc Bohr weitere Entscheidungskriterien. Hinzu kamen das gute Preis-Leistungs-Verhältnis, die solide Verarbeitung und die vergleichsweise schnelle Verfügbarkeit der Maschine.
Hohe Fertigungstiefe erlaubt individuelle Lösungen
Weitere besondere Merkmale des Portalzentrums sind der thermosymmetrische, sehr stabile geometrische Aufbau oder die in symmetrisch angeordneten, wassergekühlten Gleitführungen geführte Z-Achse. „Dadurch kann die Fox selbst ihre maximale Antriebsleistung in eine entsprechend hohe Zerspanleistung umsetzen, andererseits aber auch feine Endbearbeitungen zuverlässig durchführen“, sagt Michael Agne. „Und weil wir eine hohe Fertigungstiefe haben und alle wesentlichen Komponenten selbst herstellen, sind spezielle Kundenwünsche oder Anpassungen wie hier bei den Hydraulikzuleitungen für uns kein Problem. Außerdem gibt uns die hohe Eigenfertigung die nötige Sicherheit, eine fünfjährige Garantie anzubieten.“ Voraussetzung dafür sei allerdings ein jährlicher Service durch Correa-Techniker.
Hierfür arbeitet der Maschinenbauer in Deutschland mit vier regionalen Dienstleistern zusammen, die jene Maschinen, die sie künftig betreuen, gemeinsam mit Technikern aus dem Stammwerk aufbauen und in Betrieb nehmen. Ersatzteile kommen direkt aus Burgos. Was bis zwölf Uhr bestellt wird, ist am nächsten Tag beim Kunden, sonst am übernächsten.

Hier finden Sie mehr über:








{kind=link}