




Kleinstteilebearbeitung, Miniaturisierung und Mikroproduktion sind heutzutage in aller Munde. In den unterschiedlichsten Branchen und Bereichen kommen diese Begriffe vor. Wellen, Schrauben, Gravuren, Oberflächen und vieles mehr werden in kleinen und kleinsten Abmessungen hergestellt. Dazu benötigt es die entsprechenden Präzisionswerkzeuge. Drei Beispiele zeigen, was in diesem Bereich heute möglich ist.
Hochgenaue Oberflächen mit MKD
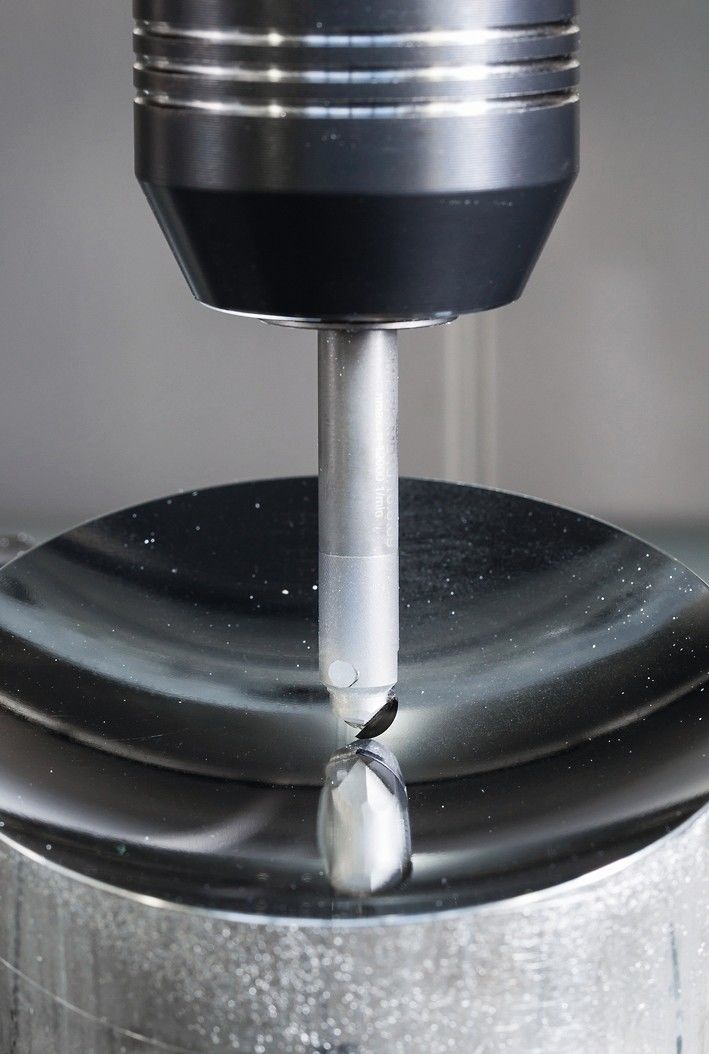
Im Speziallabor der Fachgruppe Laborastrophysik an der Universität Kassel werden in einer kleinen Vakuumkammer die Stoffe geschaffen, aus denen unsere Sterne entstanden sind. Die Wissenschaftler erzeugen Materie, die sonst nur im Weltraum vorkommt und sammeln so Erkenntnisse über das Werden und Vergehen von Sternen. Ausgeklügelte Lasertechnologie und präzise Spiegelsysteme helfen den Forschern bei der Umsetzung ihrer Ideen und Theorien. Die geometrisch hochpräzisen Spiegelsysteme mit hohem Reflexionsfaktor aus Aluminium werden mithilfe eines Kugelfräsers der Paul Horn GmbH in Tübingen hergestellt. Bestückt ist das Werkzeug mit einer Schneide aus monokristallinem Diamant (MKD).
Alle bisher benutzten speziellen Terahertz-Optiken hatten Schwächen. Einzig metallische Spiegel führten die Forscher näher an ihr Ziel. Doch die bisherigen Fräs- und Polierversuche brachten keine brauchbaren Oberflächenqualitäten. Die Fräserspuren waren zu tief und beim Herauspolieren erzeugte man zusätzlich geometrische Ungenauigkeiten. Die Folge waren zu wenige brauchbare Reflexionsdurchgänge im Spiegelsystem. Die ersten Versuche zeigten schon, dass man mit den MKD-Fräsern von Horn den richtigen Weg eingeschlagen hatte. Um das Ergebnis zu verbessern, verfeinerte man die Flächenauflösung im CAM-Programm auf 0,0005 mm.
Schneide entscheidet über erreichbare Oberflächengüte
Ein konkaver Spiegel mit einem Durchmesser von 100 mm und einem Spiegelradius von ebenfalls 100 mm wird in mehreren Schritten aus dem Aluminium-Werkstoff AlMgSi05 hergestellt: Das Rohteil wird zu Beginn mit einem 8-mm-Hartmetall-Schruppfräser vorgeschruppt. Das Aufmaß beträgt 0,25 mm. Der zweite Schritt ist das Profil-Vorfräsen der Fläche mit 10 mm Hartmetall-Kugelfräser (mit 30° Anstellung des Schwenktischs, 0,5 mm Zeilenabstand, Aufmaß 0,1 mm). Als nächstes erfolgt das Profil-Vorschlichten der Fläche mit einem 10-mm-Kugelfräser (30°, 0,1 mm Zeilenabstand, Aufmaß 0,03 mm). Anschließend wird der Spiegel hochglanzgefräst. Dazu dient ein Kugelfräser des Typs 117 von Horn mit schwingungsdämpfendem Rundschaft aus Hartmetall und einer Schneidplatte S117 für Durchmesser 10 mm mit MKD-Schneide und Aluminiumgeometrie. Gefräst wird mit folgenden Parametern: Vc = 400 m/min, fz = 0,03 mm, ap = 0,03 mm und ae = 0,03 mm. Abschließend wird der Spiegel ohne Polierdruck nachpoliert.
Grundsätzlich sind mit MKD-Werkzeugen in Kombination mit dem zum Einsatz kommenden Werkstoff Oberflächengüten von Rz kleiner 0,02 µm realisierbar. Die Qualität der Schneide ist hierbei das Abbild der erreichbaren Oberflächengüte, welche die Oberflächenglanzoptik darstellt.
Pinzetten für die Medizin
Ein weiteres Beispiel für Bearbeitungen im Mikrobereich sind chirurgische Instrumente. Die Aesculap AG in Tuttlingen produziert allein im Bereich Pinzetten etwa 1000 unterschiedliche Varianten – je nach Verwendungszweck und Größe. Eine dieser Varianten, die chirurgischen Pinzetten, unterscheidet sich von den anderen durch eine hochpräzise so genannte Mauszahn-Geometrie als Greifer. Der Renner unter den chirurgischen Pinzetten erreicht Stückzahlen von über 20.000 Exemplaren pro Monat. Andererseits werden einige Spezialpinzetten gerade mal mit 50 Stück pro anno nachgefragt. Doch fast alle Pinzetten haben eines gemeinsam: Die am häufigsten eingesetzten Werkstoffe 1.4021 und 1.4024 mit den Laborierungen X20Cr13 oder X15Cr13 – Edelstähle der Zerspanungsklasse 5 – sind zäh, kaltverfestigend, gratbildend und haben eine Neigung, Aufbauschneiden zu bilden.
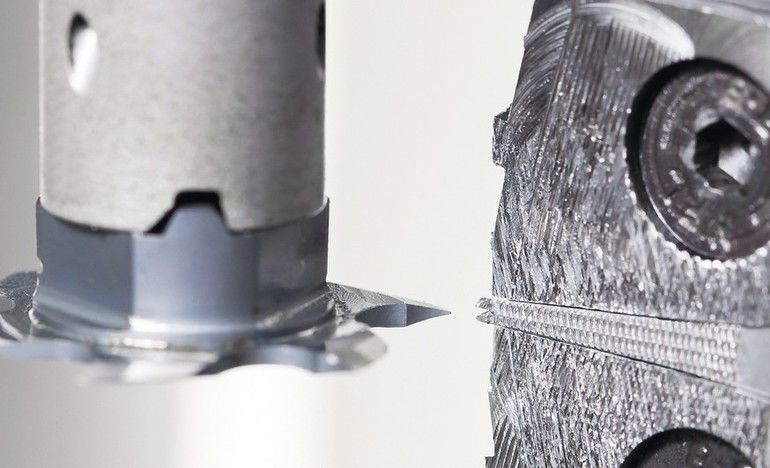
Die Mauszahngeometrie wird in Formbacken gespannt und in einer Aufspannung mittels 5-Achsen-CNC-Fräsen fertigbearbeitet. Das Auslegen der Spannsituation und der Werkzeuge bedurfte einer längeren Prozessentwicklung. Die zu bearbeitenden Pinzettenspitzen sind labil, schwingungsempfindlich und weichen schon geringen Schnittdrücken aus. Für jede der etwa 50 Pinzettenvarianten waren deshalb spezielle Formbacken nötig. Dann wurden die Werkzeugpaarungen fürs Bearbeiten der männlichen und weiblichen Pinzettenschenkel entwickelt. Die drei Mauszahngrößen unterscheiden sich in ihren Zahn- und Gegenzahnwinkeln – sie liegen bei 25°, 30° oder 35°. Um ein Verwechseln der Werkzeuge zu vermeiden, sind diese in drei unterschiedlichen Durchmessern ausgelegt. Je nach Mauszahngröße und dazugehörigem Winkel paarte man „männliche“ und „weibliche“ Werkzeuge der sechsschneidigen Fräser der Typen 613, 628 und 632 mit korrespondierenden Schneidkreisdurchmessern von 21,7 mm, 27,7 mm und 31,7 mm.
Geometrievorgaben stellen hohe Anforderungen
Extrem enge Vorgaben für die Verrundung der Basiskontur des männlichen Mauszahns von maximal 0,03 mm und 0,05 mm für den Nutgrund der weiblichen Kontur stellten hohe Anforderungen an die Werkzeugschleifer bei Horn. Zumal sich die Vorgaben beim Schleifen des Grundkörpers infolge der zu berücksichtigenden Beschichtungsdicke nochmals verschärften. Diese sehr scharfe Schneideckenkontur musste aber neben der geometrischen Präzision auch noch hohe Standzeiten und hohe Prozesssicherheit beim Bearbeiten von 1.4021 beziehungsweise 1.4024 gewährleisten. Unter Berücksichtigung der Feinstkontur an den Werkzeug-Schneidecken wählten die Entwickler eine besonders glatte und relativ dünne Beschichtung. Sie vereinfacht die Spanbildung, den Spanablauf und bietet geringen Reibungswiderstand. Wenig Reibung erzeugt einen geringen Wärmeeintrag ins Werkzeug. Ergebnis: hohe Standmenge und minimierter Schnittdruck. Die verwendete Sorte Ti25, mit ihrer TiCN-Beschichtung eignet sich zudem besonders zum Bearbeiten von martensitischen rostfreien Stählen.
Schrauben für mechanische Uhren
Auch Schrauben der Gewindegröße S 0,6 (Schweizer Uhrengewinde) mit einer Gewindelänge 0,55 mm und einem Kopfdurchmesser von 1,2 mm erfordern Fingerspitzengefühl. Die Laubscher Präzision AG aus dem schweizerischen Täuffelen setzt bei der Mikrobearbeitung ebenfalls auf Werkzeuge von Horn. Für Kleinstteile entwickelten die Tübinger das Werkzeugsystem µ-Finish. Hohe Schneidenqualität, Wechselgenauigkeiten im µm-Bereich und schwingungsarme Werkzeugträger zeichnen dieses System aus.
Maßkontrolle unter dem Mikroskop
Ein Schweizer Uhrwerk besteht je nach Kaliber aus vielen einzelnen Baugruppen: Darunter das Räderwerk, der Aufzug, der Antrieb, die Unruh oder das Zeigerwerk. Bei einem Uhrenkaliber mit vielen Komplikationen sind auf kleinstem Raum viele Bauteile zum Uhrwerk montiert. Für den Zusammenbau kommen Schrauben zum Einsatz, die mit bloßem Auge kaum von einem Span zu unterscheiden sind. Trotz ihrer kleinen Abmessungen, werden die Schrauben zum Teil mittels Spanzange/Gegenspindel an der Hauptspindel abgenommen, um an der Gegenseite bearbeitet zu werden. Die Maßkontrolle erfolgt nicht mit einer Bügelmessschraube, sondern unter einem Mikroskop mit 50-facher Vergrößerung.
Rund 30.000 Stück produzieren die Schweizer pro Jahr nur von diesem Schraubentyp. Als Werkstoff dient Automatenstahl, der von Stangen mit 3 mm Durchmesser bearbeitet wird. Die Bearbeitungsreihenfolge lautet: Plandrehen des Schraubenkopfes, Längsdrehen auf den Durchmesser des Schraubenkopfes, Stechen des Durchmessers für das Gewinde, Gewindedrehen und Abstechen. Bei allen Schritten kommen die µ-Finish-Werkzeuge zum Einsatz.
Für das präzise Bearbeiten von Kleinstteilen ist es enorm wichtig, dass die Werkzeuge absolut scharf geschliffen und die Werkzeughalter schwingungsarm sind. Des Weiteren spielt die Schartigkeit beziehungsweise die Schnittigkeit der Schneidkanten eine entscheidende Rolle in der Mikrobearbeitung. Jede Unregelmäßigkeit auf der Schneidkante spiegelt sich am Werkstück wider.
Anforderungen steigen permanent
„Mikroproduktion ist auch in der Zerspanung weit verbreitet“, sagt Matthias Rommel, Geschäftsführer der Paul Horn GmbH. „Die Anforderungen an die Präzision, Ausbringungsmenge und Qualität sind hoch und entwickeln sich permanent weiter. Daher ist es auch im Bereich der Zerspanwerkzeuge zwingend notwendig, diese ständige weiter voranzubringen und bei Bedarf auch Sonderwerkzeuge und Neuentwicklung zu realisieren.“
Kontakt:
Paul Horn GmbH
Horn-Str.1
72072 Tübingen
Tel.: +49 7071 7004–0
www.phorn.de

Hier finden Sie mehr über:








{kind=link}