




„Das ist ähnlich wie bei Verbrennungsmotoren“, sagt Dr. Dirk Sellmer. „Auch die Statorgehäuse von automobilen Elektromotoren unterscheiden sich von Hersteller zu Hersteller“, so der Leiter Forschung und Entwicklung bei Mapal weiter. Jeder gehe das Thema aus dem eigenen Blickwinkel an. Gemeinsam sei den verschiedenen Konzepten jedoch der hohe fertigungstechnische Anspruch. Nicht nur, dass enge Toleranzen hinsichtlich Maßhaltigkeit, Oberflächengüte und Rundheit der Hauptbohrung des Statorgehäuses einzuhalten sind. Die Gratwanderung für die Produktionsexperten beginnt bereits beim Spannen der dünnwandigen und dadurch verformungsgefährdeten Werkstücke. Um die Rundheit der Bohrungen zu gewährleisten, werden die Teile im Zuge der Bearbeitung auf einer Indexiereinheit mehrfach umgespannt und an verschiedenen Stellen fixiert. Doch wichtig ist nicht nur die Auslegung des Prozesses, sondern auch die Präzision der Werkzeuge.
Die Hauptbohrung des Gehäuses identifizierten die Spezialisten von Mapal bereits 2017 als Knackpunkt des Prozesses. Damals wurden sie von Heller mit ins Entwicklungsboot geholt. Der Nürtinger Maschinenbauer hatte von einem OEM den Auftrag erhalten, den Bearbeitungsprozess für ein neues Statorgehäuse – inklusive Maschinen, Werkzeugen, Prozess, Vorrichtungen und Daten – auszulegen. Das Bauteil war für alle Beteiligten neu und das vorgegebene Zeitfenster eng.
Mapal hatte als Spezialist für die prozesssichere und wirtschaftliche Feinbearbeitung von Bohrungen mit großen Durchmessern langjährige Erfahrung auf diesem Gebiet – unter anderem durch das Bearbeiten von Getriebegehäusen. „Dieses Know-how haben wir auf die neuen Anforderungen übertragen“, erzählt Sellmer.
Um aufgrund der knappen Zeit von vornherein auf der sicheren Seite zu agieren, setzte das gemeinsame Entwickler-Team von Mapal und Heller auf Maschinen mit HSK-A100-Schnittstelle. Denn zu den Herausforderungen bei diesem Prozess gehören nicht nur die hohen Schnittmomente von bis zu 500 Nm, sondern auch das hohe Gewicht, die Größe und Auskraglänge des Werkzeugs sowie das daraus resultierende Kippmoment.
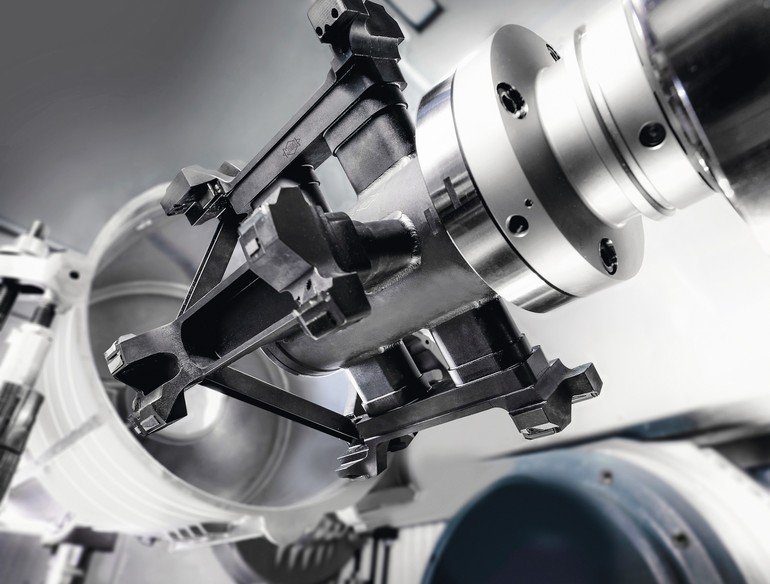
Dem wirkten die Aalener Spezialisten entgegen, indem sie auf vergleichsweise leichte und trotzdem sehr stabile Schweißkonstruktionen für das Grundwerkzeug setzten. „Im Vergleich zu einer herkömmlichen Bohrstange wiegt ein solches Werkzeug nur rund die Hälfte“, berichtet Sellmer. Eine Rohrkonstruktion dient als Grundkörper, die Träger von Schneiden und Führungsleisten sind angeschweißt und stützen sich durch Verbindungsstege gegenseitig ab. Das minimiert die Gefahr des Ratterns und dient bei Schnittunterbrechungen zudem als Abstützung. Auf diese Weise stellten die Entwickler ein hohes Biegewiderstandsmoment sicher. Und weil der Bearbeitungsaufbau sehr instabil sei, komme zudem den Führungsleisten eine zentrale Bedeutung zu. Sie stabilisieren den gesamten Prozess.
Mit dem von Heller und Mapal ausgelegten Prozess bearbeitet der Auftraggeber heute fünfstellige Stückzahlen des Statorgehäuses in Serie. Trotz großer Auskraglänge und einem Durchmesser von über 250 mm arbeitet das Werkzeug dabei sehr präzise.
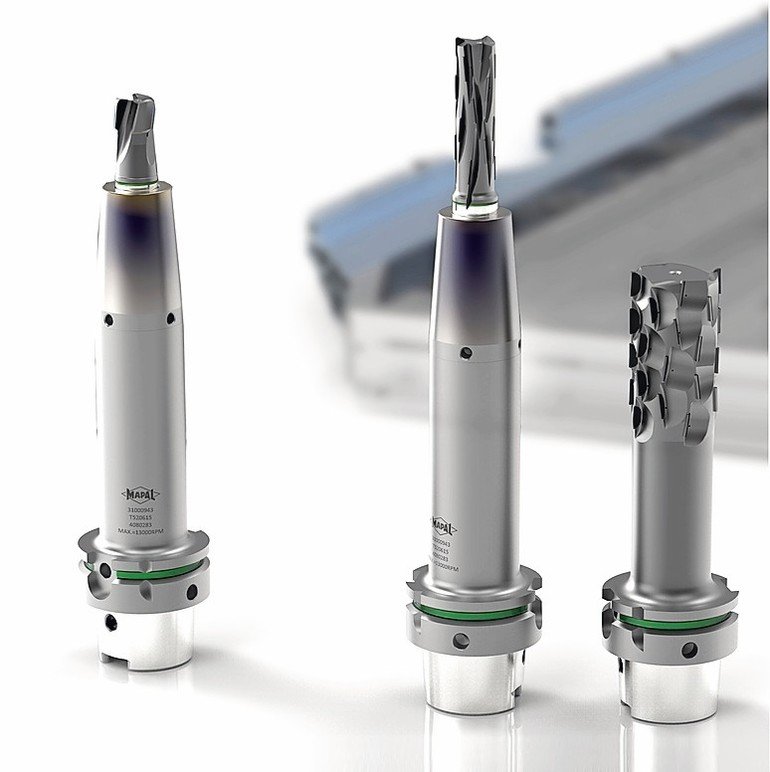
Die geschweißten Leichtbau-Tools sind prädestiniert für groß dimensionierte Werkstücke und kommen heute vor allem auf HSK-A100-Maschinen zum Einsatz. „Spätestens jedoch, wenn weniger Teile für Verbrennungsmotoren benötigt werden, wollen die Hersteller ihre Komponenten für Elektromotoren aber auch auf den bestehenden HSK-A63-Maschinen produzieren“, weiß Sellmer. Und mit entsprechend leichten Werkzeugen für die Hauptbohrung lasse sich das Statorgehäuse auch sehr gut auf den kleineren Maschinen in einer Aufspannung komplett bearbeiten.
Hinzu komme, dass der Trend bei den E-Motoren hin zu schlanken, längeren Gehäusen gehe. Um sie auch auf Maschinen mit HSK-63-Schnittstelle fertigen zu können, kommen zunehmend additiv gefertigte Werkzeugkörper zum Einsatz, die nochmals deutlich leichter sind. Sie wiegen laut Sellmer wiederum nur etwa die Hälfte eines geschweißten Tools. Und das wirke sich positiv aufs Kippmoment des Werkzeugs und damit auf die Bearbeitungsgenauigkeit aus. „Zudem bietet der generative Aufbau ganz andere Möglichkeiten hinsichtlich der Späneentsorgung und der Kühlschmierstoffzufuhr“, fährt der promovierte Ingenieur fort. Begrenzt sei die Dimension dieser Werkzeuge derzeit allerdings noch durch die Größe der Baukammern der 3D-Druckanlagen. Sie limitieren generativ gefertigte Werkzeuge aktuell sowohl im Durchmesser als auch in der Länge auf rund 240 mm. Schweißkonstruktionen können hingegen nahezu beliebig groß gebaut werden.
Noch steigt das Volumen vollelektrisch angetriebener Fahrzeuge nur langsam. Aber Sellmer geht davon aus, dass sich das in den kommenden Jahren ändert. Und das wird auch das Geschäft von Mapal beeinflussen. Denn: Der Automobilanteil macht am Umsatz den größten Teil aus – und der größte Teil davon entfällt wiederum auf den Antriebsstrang. Deshalb beschäftigen sich die Aalener schon eine ganze Weile mit diesem Szenario. Das hat unter anderem dazu geführt, dass neue Anwendungsfelder erschlossen wurden – etwa in der Luft- und Raumfahrtechnik oder im Werkzeugbau. „Aber auch dazu, dass wir uns früh als Partner für hochwertige Fertigungslösungen für den elektrischen Antriebstrang positionierten“, betont der Entwicklungschef.
Noch sei der Anteil an Werkzeuglösungen für die E-Mobilität bei Mapal relativ gering, doch das Marktsegment zähle zu den schnell wachsenden. „Wir waren bei vielen Projekten bereits in der Vorserie mit eingebunden“, erzählt Sellmer. „Deshalb wissen wir, wann welche Modelle auf den Markt kommen. Das läuft jetzt richtig an.“ Bis 2025 wollen die Schwaben pro Jahr rund 100 Mio. Euro mit spezifischen Werkzeuglösungen für die Elektromobilität umsetzen.
Um das zu erreichen, setzt der Werkzeughersteller nicht nur auf Sonderlösungen fürs Bearbeiten von Statorgehäusen. Die Spezialisten haben auch Werkzeuge und Strategien entwickelt, um die verschiedenen Varianten von Batteriegehäusen zu bearbeiten. Dabei setzen sie im Sinne maximaler Wirtschaftlichkeit auf PKD als Schneidstoff und die Minimalmengen-Schmiertechnologie. Je nach Aufmaß, Bearbeitungsaufgabe und Bauteil kommen unterschiedliche Frästechnologien zum Einsatz, die für reduzierte Schnittkräfte sorgen.
Doch nicht nur Antrieb und Energiespeicher sind von der Elektrifizierung der Fahrzeuge betroffen. Ein Beispiel für ein Nebenaggregat ist der elektrische Kältemittelverdichter (Scrollverdichter). Dessen Herzstück sind zwei ineinander verschachtelte Spiralen aus Aluminium. Der Wirkungsgrad hängt davon ab, wie genau diese Bauteile gefertigt werden. Die Anforderungen an Form- und Lagetoleranzen liegen dabei im Bereich weniger µm. Eine besondere Herausforderung ist das Bearbeiten der „Schnecke“. Bei ihr muss eine definierte Rechtwinkligkeit von unter 0,04 mm sowie eine Oberflächenrauheit im einstelligen µm-Bereich sichergestellt sein. Trotz dieser Anforderungen, der dünnen Wandung sowie der Tiefe des Bauteils soll das Schlichten in einem Zug erfolgen. Dafür hat Mapal einen SPM-Fräser mit Schlichtgeometrie und hochpositivem Spanwinkel entwickelt. Er sorgt für einen vibrationsarmen Schnitt
Die beschriebenen Lösungen sind Beispiele dafür, wie clevere Werkzeuge die Basis dafür schaffen, hochwertige Komponenten für die Elektromobilität in Großserie zu fertigen. Sellmer betont denn auch: „Wir haben diese Fertigungskonzepte für große Stückzahlen entwickelt. Die Hauptbohrung von Statorgehäusen etwa ließe sich durchaus auch mit Ausspindel-Werkzeugen bearbeiten, aber unsere Lösung ist einfacher, wirtschaftlicher, und sie ermöglicht deutlich kürzere Taktzeiten.“

Hier finden Sie mehr über:








{kind=link}