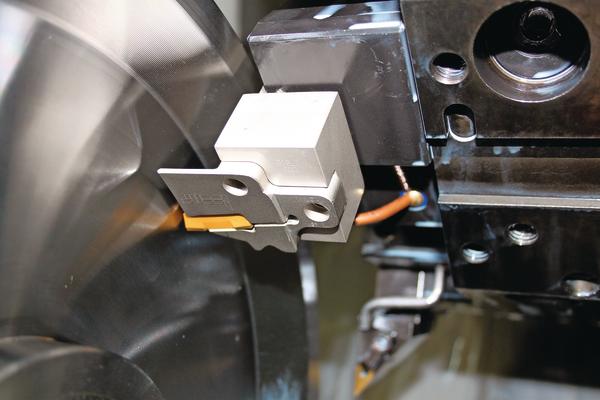



Mit dem Wechsel der Bearbeitungsstrategie vom konventionellen Axialdrehen mit ISO-Werkzeugen hin zum innovativen Axialstechdrehen mit Iscar-Werkzeugen reduzierte Welser im Werk Bönen die Axialbearbeitungszeit von Profilierrollen von 20 auf 9 min.
Es mag ja banal klingen, aber ein Leben ohne Stahlprofile ist nur schwer vorstellbar. Profilbleche decken Dächer und Wände, Schweißkonstruktionen aus Stahlprofilen ersetzen im Maschinenbau Gussbetten, Profilbleche rationalisieren den Fahrzeugbau, und Stahlprofile bilden die Grundlage für den Leichtbau in Automobilen. Der kreativ-flexible Umgang mit profiliertem Stahl ermöglicht wirtschaftliche Lösungen für die unterschiedlichsten Branchen.
Mit rund 19 000 verschiedenen produzierten Querschnitten gehört das österreichische Technologieunternehmen Welser Profile GmbH zu den führenden Herstellern Europas in diesem Bereich. Gegründet im Jahr 1664 als Pfannenschmiede, begann mit den ersten rollverformten Stahlprofilen um das Jahr 1960 eine rasante Entwicklung zur heutigen Welser-Gruppe mit 1800 Mitarbeitern. Das Unternehmen arbeitet an den drei Produktionsstandorten Ybbsitz und Gresten in Österreich sowie Bönen in Deutschland auf 60 Hochleistungs-Profilieranlagen mit jeweils bis zu 60 Verformungsstufen. Bis zu fünf neue Querschnitte kommen täglich hinzu, für die dann wiederum die jeweils benötigten Profilrollen angefertigt werden müssen.
Um den dreischichtigen Produktionsbetrieb schnell mit Rollwerkzeugen ausrüsten zu können, gibt es im Werk Bönen die Abteilung Mechanische Fertigung. Mit modernen CNC-Maschinen ausgestattet, sind hier die Fachkräfte im erweiterten Zweischicht-Betrieb damit beschäftigt, Ersatzrollen, neue Rollen, Ersatzteile und auch Produktionseinrichtungen zu fertigen und zu reparieren. „Um die Rollengerüste je nach Auftrag flexibel und schnell umrüsten zu können, arbeiten wir zumeist mit Vorlauf, also unter „Simultaneous-Engineering-Bedingungen“ an der Herstellung der demnächst benötigten Profilrollen“, sagt Jörg Uhlmann, Leiter der Mechanischen Fertigung bei Welser Profile im Werk Bönen. „Wir haben oftmals nur wenige Stunden Zeit, erhalten aus der Konstruktion die ersten Daten, beginnen mit der Bearbeitung, und müssen Änderungen ohne Verzögerungen einfließen lassen.“ Oft seien produktspezifische Korrekturen bis zum Schluss nötig. „Aus diesem Grund halten wir Maschinen- und Personal-Kapazitäten vor, damit die kostenintensiven Hochleistungs-Profilieranlagen nur für kurze Zeit stillstehen.“ Die Spezialisten setzen dabei auf leistungsfähige Werkzeugmaschinen und Werkzeuglieferanten.
Naturgemäß bedeutet Rollenfertigung Drehbearbeitung, weshalb man auf die Auswahl und die Verfügbarkeit der Drehwerkzeuge höchstes Augenmerk legt. Dies wiederum ist für den Werkzeuglieferanten Franken Zerspanungstechnik aus Warstein-Belecke Grund genug, sich mit wöchentlichen und Spontanbesuchen intensiv um die Belange des anspruchsvollen Kunden zu kümmern.
Franken Zerspanungstechnik ist seit vielen Jahren Handelspartner der Iscar Germany GmbH in Ettlingen, die im Bereich der Drehbearbeitung – und hier speziell dem Abstechen, Einstechen, Stechdrehen – eine besondere Expertise hat. Tobias Dasbeck, Anwendungstechniker bei Franken Zerspanungstechnik, meint zu den Anforderungen von Welser Profile: „Wir treffen hier auf eine große Offenheit bezüglich des Einsatzes neuer Werkzeuge. Parallel dazu stellt Welser turnusmäßig die Werkzeugausrüstungen auf den Prüfstand und formuliert weitere Produktivitätssteigerungen und Zielvorgaben.“ So auch beim Bearbeiten von Rollen aus den Werkstoffen 1.2842 (Kaltarbeitsstahl), 1.2379 (Werkzeugstahl) und 1.4301 (rostfreier Stahl), die unter anderem für Sonderlösungen zur Produktion von Profilen aus lackierten oder beschichteten Blechen benötigt werden.
Der besagte Fall betraf die Herstellung von Profilrollen aus 1.2842, die bis dahin konventionell mehrstufig mit ISO-Drehwerkzeugen bearbeitet wurden. Speziell ging es dabei um die Axialbearbeitung, bei der mehrere ISO-Drehwerkzeuge zum Einsatz kamen. Die lange Bearbeitungszeit machte diesen Ansatz allerdings auf Dauer unbefriedigend. Im Rahmen eines von Siemens organisierten, so genannten „After-Five-Workshops“ in Dortmund, erhielten die CNC-Dreher Jörg Uhlmann und Torsten Schäfer sozusagen die Initial-Zündung, die herkömmliche Axial-Drehbearbeitung durch eine Stechdrehbearbeitung mit Iscar-Werkzeugen zu ersetzen. Zusammen mit Tobias Dasbeck legten sie die Eckpunkte des Vorhabens „Rollen-Axialdrehen“ fest. Die Entscheidung für eine Axialdrehbearbeitung fiel unter anderem, weil bei Welser eine interne Vorgabe das Optimieren der Rollengeometrie forderte. Um gleich Nägel mit Köpfen zu machen, wurde mit Christian Hilker ein Anwendungstechniker von Iscar einbezogen. Gemeinsam erarbeiteten die Spezialisten den Vorschlag, die bisherige Axialdrehbearbeitung mit mehreren ISO-Werkzeugen zu ersetzen und das Cut-Grip-Adaptersystem von Iscar mit neuartigen Schneideinsätzen zu verwenden.
Christian Hilker führte dazu aus: „Unser Cut-Grip-Adaptersystem zum Axialstechdrehen wurde zum präzisen Kopieren und Schruppen zwischen Schultern entwickelt. Die sehr stabile Schraubenklemmung und die prismatische Klemmung des Schneideinsatzes erlauben produktives Leistungsdrehen mit hohen Abspanraten. Mit den hier verwendeten neuen Schneideinsätzen aus dem Schneidstoff IC8250 ist eine hohe Verschleißfestigkeit gegeben, zumal der Y-Spanformer einen sehr guten Spanbruch gewährleistet.“
Bei der Rollenbearbeitung im Hause Welser Profile spricht das Ergebnis für sich und rechtfertigt den Wechsel der Bearbeitungsstrategie sowie der Drehwerkzeuge allemal: Wo früher mehrere ISO-Drehwerkzeuge gebraucht wurden, reicht heute ein Stechdrehwerkzeug. Dadurch entfallen nicht nur Beschaffungs- und Rüstvorgänge, sondern auch Werkzeugwechsel. Die Bearbeitungszeit reduzierte sich von 20 auf 9 min. Pro Monat werden etwa 30 Rollen dieses Typs gefertigt, was zu einer Zeiteinsparung von insgesamt 330 min führt. Die Schnittgeschwindigkeit beim Stechen wurde von 120 auf 150 m/min erhöht. Die Stechtiefe liegt jetzt bei 3 anstatt früher 2 mm. Die Zahl der erforderlichen Schnitte beim Stechdrehen konnte von 5 auf 4 reduziert und die Zahl der pro Schneide gefertigten Teile verdoppelt werden. Spanprobleme gibt es keine mehr, die Prozesssicherheit ist gewährleistet. Jörg Uhlmann und die Mitarbeiter nahmen den Erfolg beim Axialstechdrehen zum Anlass, diese Art der Bearbeitung wann immer möglich einzusetzen und zu standardisieren: „Da uns als letztes Glied vor Beginn der Produktion immer die Zeit treibt, kommen uns solche Zeiteinsparungen, wie wir sie hier erzielen konnten, sehr gelegen. Zudem sparen wir auch Zeit beim Handling und beim Management der Werkzeuge.“ Die Nutzbarkeit und Zuverlässigkeit des zweischneidigen Axialstechdrehwerkzeugs habe voll überzeugt. Großes Lob verdienten alle Beteiligten auch deshalb, weil gleich der erste Schuss saß.
Edgar Grundler Fachjournalist in Allensbach
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:







{kind=link}