
Deutlich weniger Rüstzeit, höhere Maßhaltigkeit und bessere Oberflächengüte – das hat CNC-Techniker Stürmer in der Fertigung von Riemenscheiben erreicht. Die Basis dafür bildeten Formwendeschneidplatten von ZWT Zisterer, kombiniert mit Capto-Werkzeughaltern.
Riemenscheiben werden im Automobilbau unter anderem in Lichtmaschinen verbaut, wo sie den Generator antreiben. Bei einer normalen Autobahnfahrt mit einer Motordrehzahl von rund 5000 min-1 rotiert die Riemenscheibe mit etwa 15 000 min-1. Deshalb müssen diese Bauteile bei hohen Drehzahlen möglichst perfekt rund laufen. Doch nicht nur in Fahrzeugen, auch in Klimaanlagen, Waschmaschinen oder Werkzeugmaschinen kommen Riemenscheiben zum Einsatz.
„Riemenscheibe ist nicht gleich Riemenscheibe“, sagt Martin Stürmer, Inhaber der CNC-Technik Stürmer im unterfränkischen Hösbach. „Wir produzieren für unsere Kunden rund 40 verschiedene Arten von Riemenscheiben aus Automatenstahl, in kleinen, mittleren und großen Stückzahlen. Die Scheiben können dabei vier, fünf, sechs oder noch mehr Rillen haben und sind mit ihren unterschiedlichen Größen und Winkeln eine echte Herausforderung in Sachen Rüstzeiten und Oberflächengüte.“ Seit mehr als 25 Jahren stellt sich der Zerspanungsprofi mit seinem Team den Herausforderungen der immer anspruchsvoller werdenden Kunden. Sie erwarten Präzision im µm-Bereich, schnelle Reaktions- und Lieferzeiten und vor allem attraktive Stückpreise.
Gemeinsam mit dem Drehwerkzeugspezialisten ZWT Zisterer GmbH & Co. KG aus Spaichingen wurde intensiv nach Möglichkeiten gesucht, den Drehprozess zu optimieren. „Unsere Aufgabe war es, die Span-zu-Span-Zeiten bei Stürmer deutlich zu reduzieren und gleichzeitig die Maßhaltigkeit und die Obenflächengüte der Riemenscheiben aus 11SMn30-Stahl zu verbessern“, sagt Bettina Bernhard, Geschäftsführerin von ZWT Zisterer. „Aufgrund der häufigen Typenwechsel bei den Bauteilen, wollten wir außerdem dem Maschinenbediener den Werkzeugwechsel entscheidend vereinfachen.“
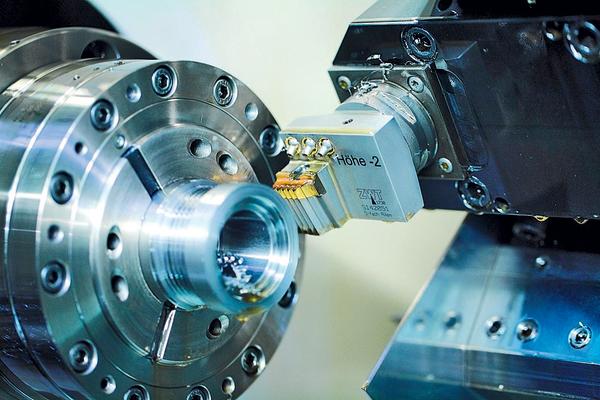
Die Lösung lag in der Kombination von ZWT-Formwendeplatten mit den stabilen CaptoWerkzeughaltern. Die eingesetzten Standard-Drehhalter machten die Werkzeugwechsel auf den drei Mori-Seiki-Drehzentren bisher zu einer zeitintensiven Angelegenheit. Zudem waren die Werkzeugwechsel eine mögliche Fehlerquelle. Mit dem neuen Prozess konnte die Rüstzeit beim Modellwechsel der Riemenscheiben um mehr als zwei Drittel reduziert werden. Der Einsatz der Formwendeplatten beim Innen- und Außendrehen brachte aber auch einen deutlich stabileren Zerspanungsprozess. Dies wiederum führte zu mehr Maßhaltigkeit und einer bisher nicht gekannten Oberflächengüte der Riemenscheiben.
Die von ZWT für die jeweilige Riemenscheibenserie maßgeschneiderten Formwendeplatten sind – in Verbindung mit den stabilen Captohaltern – die Basis eines deutlich wirtschaftlicheren und reproduzierbaren Fertigungsprozesses bei kleinen wie großen Stückzahlen. „Dank der Werkzeuglösung von ZWT Zisterer sind wir jetzt in der Lage, schneller und flexibler auf Modellwechsel zu reagieren und unseren Kunden eine noch höhere Produktqualität zu bieten. Damit können wir uns auch als kleiner Zulieferpartner in einem zunehmend schärferen Wettbewerb positiv abheben“, resümiert Martin Stürmer. hw
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}