


Eine Maschine, die steht, kostet Geld, ganz gleich was im Fertigungsablauf vor oder nach der Maschine passiert. Dieser typische Ansatz einer kostenoptimierten Fertigungssteuerung hat sich in der Vergangenheit vor allem bei größeren Serien als praktisch erwiesen und ist in der Blechteilefertigung vielerorts noch üblich. Dabei passt die Strategie mit den aktuellen Fertigungsanforderungen aus kurzterminierten Aufträgen mit kleinen Losen und geringen Margen kaum noch zusammen. Denn eine Maschine, die lange für ein Bündel von Aufträgen läuft, verursacht auch Wartezeiten und damit lange Durchlaufzeiten. Noch schwieriger wird es, wenn es in einer derart organisierten Fertigung an einer Arbeitsstation klemmt. Dann sind Staus vorprogrammiert, weil vorgelagerte Stationen weiter produzieren, während nachgelagerte leerlaufen. Und die Auflösung des Staus erfolgt in der Regel chaotisch.
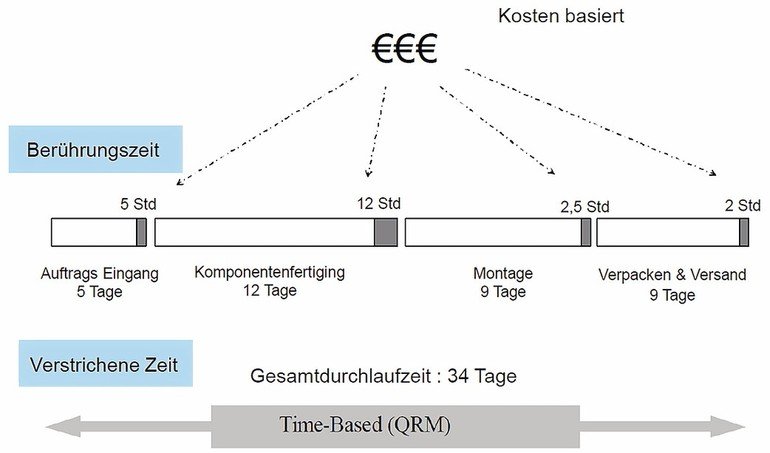
Aktuelle Maschinen und Anlagen in der Blechbearbeitung sind mit automatischen Werkzeugwechslern und Materialwechselsystemen für die Produktion schnell wechselnder, kleinvolumiger Aufträge eigentlich vorbereitet. Es gilt, die passende Fertigungstrategie zu finden, erläutert Kurt Debbaut, Produktmanager bei LVD für die Software Cadman. Den Ansatz des belgischen Unternehmens fasst er bildlich gesprochen prägnant zusammen. Jedes Teil, das halbfertig in der Fertigung liegt, kostet Geld, weil keine Rechnung gestellt werden kann. Die bereits erfolgten Fertigungsaufwendungen müssen aber bezahlt werden. Es gilt für die Blechbearbeiter abzuwägen zwischen einer hohen Anlagenauslastung, also der Gesamteffektivität (OEE), und kurzen Durchlaufzeiten, also einem Quick Response Manufacturing (QRM).
Ohne Verzögerung von Zelle zu Zelle
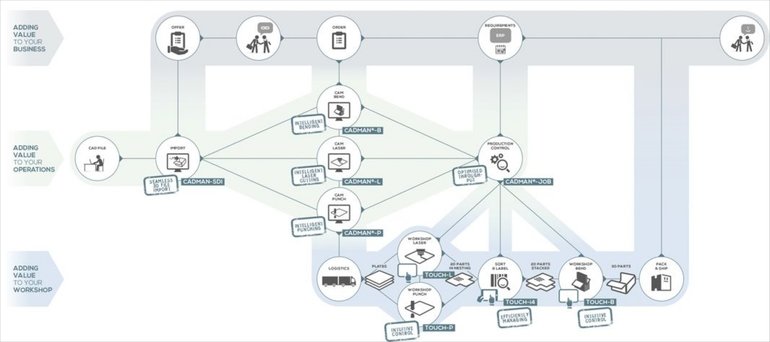
Beim QRM sollte jeder Auftrag möglichst ohne Zeitverzögerung von Produktionszelle zu Produktionszelle durchgereicht und direkt bearbeitet werden. „Die Praxis zeigt“, sagt Kurt Debbaut, „dass eine ideale QRM in der Blechbearbeitung nicht immer realisiert werden kann.“ Nur in seltenen Fällen können Teile beispielsweise direkt von der Stanze in die Biegestation laufen. LVD legt deshalb seiner Software für die Fertigungssteuerung ein „QRM mit Puffer“ zugrunde. Der Anwender legt darin seinen optimalen Puffer fest. Innerhalb dieses Zeitraums muss ein Auftrag nach der Bearbeitung in einer Produktionszelle in die Folgezelle geschoben und dort bearbeitet werden. Und „Produktionszelle“ in diesem Sinn ist jede administrative oder operative Einheit im Unternehmen, angefangen bei der Angebotserstellung über die Fertigung bis zur Rechnungsstellung. Das funktioniert nur, wenn alle Produktionsabteilungen und Maschinen vernetzt und an eine Datenbanken angebunden sind. Organisiert und gesteuert wird alles über die LVD-Software Cadman, die unterhalb der Ebene des ERP-Systems agiert und alleine dem Zweck dient, den schnellsten und effizientesten Weg vom Blech zum 3D-Bauteil festzulegen. Das beginnt beim Import der CAD-Daten, wenn bereits im SDI Smart Draw Importer die Kostentreiber, beispielsweise die Anzahl der Biegekanten oder das Material, identifiziert werden, so dass zusammen mit den in Datenbanken und im ERP-System gespeicherten Daten der Angebotspreis kalkuliert werden kann. Sobald dann der Auftrag mit Stückzahl, Termin und Preis im ERP-System eingebucht ist, übernimmt Cadman-Job alle Auftragsdaten in die Fertigungsplanung, ermittelt automatisch die Teilprozesse wie Laserschneiden oder Biegen und erstellt die zugehörigen CNC-Programme. Im Unterschied zum OEE-Ansatz werden in der QRM-Fertigungsplanung die Aufträge nicht nach Material und Blechdicke gebündelt, sondern nach Fälligkeit und Pufferzeiten eingerechnet. Da das zulasten der Materialausnutzung geht, zögert das System das Schachteln der Teile auf den Blechtafeln bis zum letzten Moment hinaus, um so kurzfristig eingehende Aufträge noch berücksichtigen zu können.
„Das alles läuft zwar automatisch“, sagt Debbaut. „aber letztlich müssen die Mitarbeiter entscheiden, ob ausgeführt werden soll, was die Algorithmen vorschlagen.“ Der Arbeitsablauf in der Fertigung ist dann für die Bediener weitgehend vorgeplant und vorgegeben. Sie werden beispielsweise beim Sortieren der Laserzuschnitte über ein Tablet mit dem System Touch-i4 von LVD informiert, welche Teile zu welchem Auftrag gehören und auf welche Paletten sie zu sortieren sind. Mit Hilfe des Touch-i4 meldet der Bediener auch, wenn in einem Auftrag fehlerhafte Teile produziert wurden und ob diese zur Nachproduktion in Cadman-Job zurückgesetzt werden sollen. QRM in der Fertigungsteuerung geht sogar so weit, dass ein Auftrag gar nicht erst angefangen wird, wenn innerhalb des Pufferzeitraums keine Folgebearbeitung möglich ist. Dann kann es schon mal sein, dass eine Laserschneidanlage eine Zeit lang steht, obwohl Aufträge da wären.
„Für viele Anwender ist es ungewohnt, ihre Produktion nach den Prinzipien von QRM zu steuern, obwohl es ihnen eigentlich einleuchtet“, sagt Kurt Debbaut. „Und es ist für den Anwender nicht immer leicht zu entscheiden, ob er bei großen Serien die OEE- oder bei kleinen Losgrößen die QRM-Strategie mit Puffer fahren will.“ Aber selbst das wird in Zukunft einfacher, wenn das System automatisch Kennzahlen dazu ermittelt, welche Strategie für die aktuelle Auftragslage die wirtschaftlichere ist. Die Entwicklungen dazu sind angestoßen.









{kind=link}