

Präzisionswerkzeuge | Mit innovativen Lösungen will Mapal auch künftig erfolgreich sein. Ein Beispiel dafür ist ein Werkzeug mit gefederten Führungsleisten, das große, tiefe Bohrungen produktiv und sicher erzeugt.
Die Aalener Mapal Dr. Kress KG verzeichnete im Geschäftsjahr 2013 ein deutliches Wachstum. Der konsolidierte Gruppenumsatz des Präzisionswerkzeug-Herstellers stieg von 440 Mio. Euro (2012) um 7 % auf 470 Mio. Euro. „Damit haben wir unser Ziel in vollem Umfang erreicht“, sagte der geschäftsführende Gesellschafter Dr. Dieter Kress anlässlich des Pressetags der Schwaben. Die Zahl der Mitarbeiter stieg im gleichen Zeitraum um 5 % auf weltweit 4300, davon sind knapp 3000 an den neun Standorten in Deutschland beschäftigt.
Um der gestiegenen Nachfrage gerecht zu werden, plant das Unternehmen 2014 erhebliche Erweiterungsinvestitionen in die deutschen Standorte. So wird in Eppingen ein komplett neues Werk mit 7500 m² zur Produktion von Aussteuer- und ISO-Sonderwerkzeugen entstehen. Für die Spannzeugeproduktion wird das Werk in Ehrenfriedersdorf erweitert, und auch die Fertigung für Diamantwerkzeuge in Pforzheim wird deutlich vergrößert. Dazu kommen laufende Investitionen in neue Maschinen, um Produktivität und Qualität auf höchstem Niveau zu halten.
Für das Geschäftsjahr 2014 zeichnet sich laut Kress nach den ersten fünf Monaten erneut eine erfreuliche Entwicklung ab. Sofern sich diese im zweiten Halbjahr bestätige, werde die Umsatzmarke von 500 Mio. Euro überschritten, prognostizierte der Mapal-Chef. „Dies ist durchaus realistisch, da wir mit unseren zur letzten EMO vorgestellten Innovationen eine verstärkte Nachfrage in allen Branchen verzeichnen.“
Eine solche Innovation ist laut Mapal ein Werkzeug mit gefederten Führungsleisten, das Bohrungen mit mittleren bis großen Durchmessern und langen Auskragungen prozesssicher und besonders produktiv bearbeitet. Um den Nutzen aufzuzeigen, führten die Aalener eine nicht näher beschriebene Applikation an, bei der sich der Zerspanprozess bislang über mehrere Tage erstreckte. Der anschließende Honprozess erforderte nochmals einen Arbeitstag. Mit der neuen Werkzeuglösung könne der Kunde dieses Werkstück in Durchmesser und Oberflächengüte perfekt und prozesssicher bearbeiten. Das Zerspanen dauere nun noch vier bis sechs Stunden, das anschließende Honen zwei bis drei Stunden.
Der Grund für diesen Fortschritt: Konventionelle Bearbeitungsmethoden bieten fürs Bearbeiten großer und langer Bohrungen laut Mapal keine befriedigende Lösung. Zwei grundsätzliche Schwierigkeiten machen die Produktion langsam und stehen der Prozesssicherheit entgegen: Zunächst bedingt die lange Auskragung der Tools in Verbindung mit einem großen Werkzeugkopf eine hohe Schwingungsneigung. Üblicherweise werden daher ein- oder zweischneidige Spindelwerkzeuge mit niedrigem Eigengewicht eingesetzt. Nachteilig sind dabei die niedrigen Schnittgeschwindigkeiten, die zu langen Bearbeitungszeiten führen. Die zweite Schwierigkeit liege im Rohteil selbst – eine große Inhomogenität des Materials und unterschiedliche Aufmaße stellen für die Werkzeuge eine Herausforderung dar.
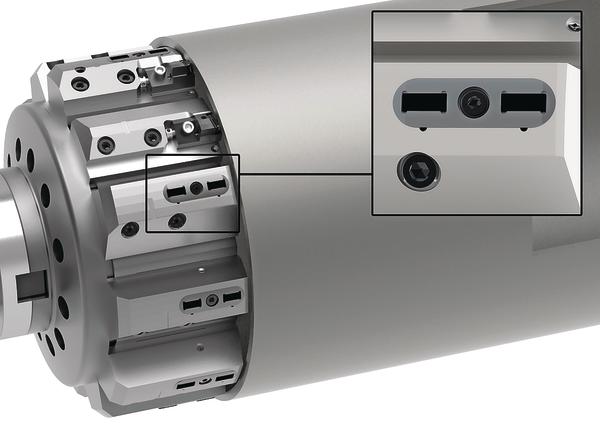
Die neue Bearbeitungslösung mit dem modularen Werkzeugkonzept kombiniert die Tangential- mit der Führungsleistentechnologie. Der Werkzeugkopf kann mit bis zu acht Wendeschneidplatten bestückt werden. Für die Stabilität und Sicherheit der Bearbeitung sorgt eine Kombination aus konventionellen, fest eingelöteten sowie gefederten Führungsleisten. In Abhängigkeit der tatsächlichen Schneidenanzahl ermittelt ein spezielles Berechnungsprogramm die Richtung der resultierenden Schnittkraft. Rechts und links der Kraftrichtung werden die beiden fest gelöteten Führungsleisten angebracht. Gegenüberliegend, mit einem Überstand zur Wendeschneidplatte, sind die gefederten Führungsleisten positioniert. Sie unterstützen die Schnittkraftresultierende und gewährleisten, dass die festen Führungsleisten das Werkzeug perfekt abzustützen. Ein ruhiger Lauf und hohe Schnittwerte sind das Resultat.
Modular ankoppelbare Verlängerungen ermöglichen, dass auch bei beschränkten Verfahrwegen fast beliebige Bohrtiefen realisiert werden können. Die HSK-Schnittstelle sorgt für eine präzise Verbindung. Um eine Verlängerung zu montieren, muss das Werkzeug nicht komplett aus der Bohrung ausgefahren werden.
Eine weitere Innovation hat Mapal zur AMB angekündigt. Auf der Metallbearbeitungsmesse Mitte September in Stuttgart wollen die Aalener ein Bohrwerkzeug vorstellen, das in einem serienreifen Hybridprozess teilweise mittels Lasersintern hergestellt wird. Näheres dazu erfahren Sie in unserer AMB-Messeausgabe in einem ausführlichen Interview mit Mapal-Chef Dr. Dieter Kress und Entwicklungsleiter Dr. Dirk Sellmer. (hw) •
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}