Drei Tonnen schwer sind die Spritzgusswerkzeuge, die Weidmann Plastics mittels Physical Vapor Deposition (PVD) von Oerlikon Balzers beschichten ließ. Der Autozulieferer konnte seine Standzeiten damit mehr als verdreifachen.
Müssen Spritzgusswerkzeuge Kunststoffgranulate mit hohen Anteilen abrasiver Komponenten verarbeiten, so werden sie in höchstem Maße beansprucht. So war es beim Serienanlauf für die Fertigung von Kunststoffkomponenten für das Frischluft-Management von BMW-Modellen im Werk der Weidmann Plastics Technology AG im sächsischen Treuen. Die mittelharten Vergütungsstähle widerstanden dem kernigen Werkstoff-Cocktail nicht sehr lange. Unter hohem Zeitdruck galt es daher, die Werkzeuge leistungsfähiger zu machen.
Dem Automobilzulieferer, der zur Schweizer Wicor-Gruppe gehört, ist wichtig: Die Qualität der Produkte und die Lieferbeziehung zu den Kunden dürfen keinesfalls leiden. Schließlich produziert er in Treuen Kunststoffkomponenten sowie Baugruppen für noch weitere Topmarkenmodelle: für die Mercedes-C-Klasse und für den Audi A4. Auch in jedem neuen 1er- und 3er-BMW befinden sich Teile aus dem Werk in Sachsen, zum Beispiel für die Technik der Luft-Wasser-Trennung im Frischlufttrakt.
In der kritischen Situation zogen alle an einem Strang – auch der Kunde BMW, der die Entscheidung für die Beschichtung mitgetragen hat. Darüber hinaus nutzte Andreas Hegner, Leiter Werkzeugbau bei Weidmann in Rapperswil, seine Kontakte zu Oerlikon Balzers Coating Germany GmbH, Bingen. Der PVD-Spezialist beschichtete nach umfangreichen Beratungen und Vorbereitungen in seinem Kompetenzzentrum für formgebende Werkzeuge in Spenge die großformatigen Werkzeugeinheiten innerhalb kurzer Zeit.
Unter PVD versteht man die physikalische Abscheidung dünner Schichten über die Gasphase im Vakuum. Das Beschichtungsmaterial wird dabei unter Vakuum über physikalische Prozesse in die Gasphase gebracht und anschließend auf dem Substrat, also dem zu beschichtenden Bauteil, niedergeschlagen.
Als typische Schichten kommen für Werkzeuge Titannitrid (TiN), Titan-Carbo-Nitrid (TiCN) und Titan-Aluminiumnitrid (TiAIN) zum Einsatz: TiN mit einer Härte von 2500 HV dient als Universalschicht für Zerspan-, Umform- und Spritzgießwerkzeuge. TiCN mit 2900 HV gilt als Spezialschicht für unterbrochenen Schnitt, Fräsen, Stanzen und Prägen, während TiAIN mit mindestens 3000 HV als Hochleistungsschicht für trockene Hochgeschwindigkeitsbearbeitung gilt. Durch PVD-Beschichtungstechnologie sind sehr verschleißfeste und optisch ansprechende Schichten herstellbar. Das Verfahren gilt als umweltfreundlich. Zudem verspricht es durch die niedrige Arbeitstemperatur einen nur geringen Verzug.
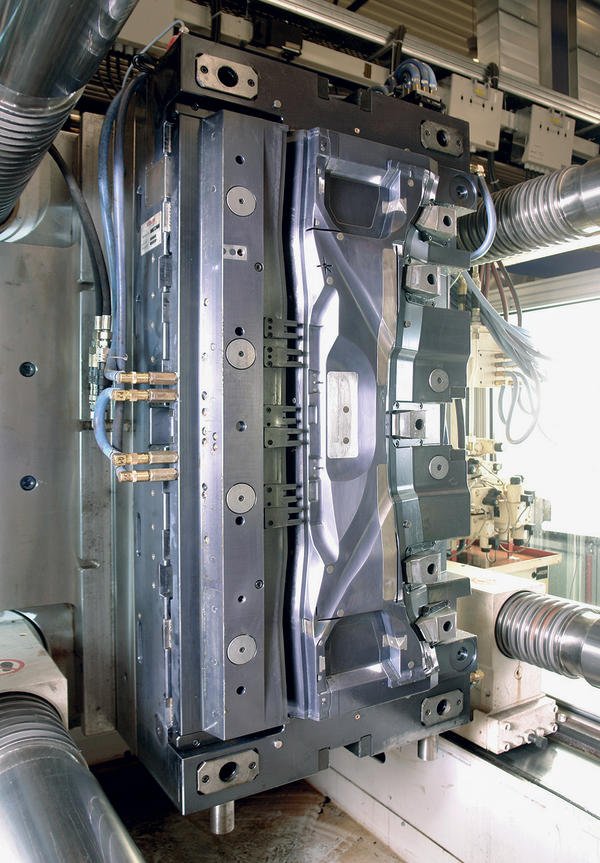
Mit 1590 × 750 × 350 mm3 waren die Weidmüller-Spritzgusswerkzeuge die größten Teile, die das Unternehmen je zu bearbeiten hatte. Mit rund 3 t bringen sie etwa halb so viel auf die Waage wie das Komplettwerkzeug. Damit dürft das Unternehmen der einzige Beschichter sein, der solch große Formate auf einen Rutsch per PVD-Verfahren beschichten kann – und der haftfeste Schichten in Dicken von einigen Mikrometern auf mittelharte Stähle aufbringen kann.
Die PVD-Großanlage wurde eigens dafür umgebaut. Zum Einsatz kam für die Schwergewichte Balinit Lumena. Die violett-graue TiAIN-Schicht besitzt eine sehr niedrige Eigenspannung und erlaubt einen dicken und haftfesten Schichtauftrag mit hoher Mikrohärte bis zu 3400 HV – optimal für den Verschleißschutz der eingesetzten Vergütungsstähle.
Das beschichtete Werkzeug ging termingerecht bei Weidmüller in Betrieb, lief rund zwei Jahre lang ohne Aufbereitung und konnte die Standzeit in dieser Zeit mehr als verdreifachen. „Zudem rechnet sich die Beschichtung“, so Karsten Müller, Teamleiter Werkzeugunterhalt bei Weidmann in Treuen: „Die Werkzeuginstandhaltung alle sechs Monate entfällt heute – und damit auch 160 Mannstunden sowie Kosten für Vorlaufproduktion, Lagerhaltung und Logistik.“
Theo Baumeister Kundenbetreuer für Weidmann bei Oerlikon Balzers Coatin Germany GmbH, Bingen
Der Kunde BMW war in die Entscheidung involviert
Die Verschleißfestigkeit ist der große Vorteil
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}