


„Mit dem High Dynamic Turning laden wir die Zerspanungswelt ein, gemeinsam mit uns das Drehen zu revolutionieren“, sagt Dr. Uwe Schleinkofer. In Kombination mit den FreeTurn-Werkzeugen erlaubt das neue Verfahren, bekannte Operationen wie das Schruppen, Schlichten, Kontur-, Plan- oder Längsdrehen mit nur einem Werkzeug durchzuführen. „Unsere Idee war, das Werkzeug anders als beim konventionellen Drehen anordnen“, sagt der Entwicklungsleiter Zerspanung bei Ceratizit. Doch nicht nur aufgrund der gesparten Werkzeugwechsel bietet das neue Verfahren signifikante Vorteile. Im Vergleich zum konventionellen Drehen erreichten die Ceratizit-Techniker bei den bisher bearbeiteten Werkstücken laut Schleinkofer eine bis zu 200 % höhere Produktivität. Zudem konnten Leerhübe um bis zu 90 % reduziert und Zustellraten um bis zu 40 % erhöht werden.
Als einer der ersten Anwender evaluierte das spanische Unternehmen EDR C.N.C. FreeTurn-Werkzeuge, um hochwertige Komponenten für professionelle Rennräder herzustellen. Mit Hilfe des HDT-Verfahrens optimierten die Spezialisten beispielsweise eine Rotor-Nabe. Dass der Prozess nicht nur bei anspruchsvollen Aluminium-Teilen Vorteile verspricht, demonstrierte Ceratizit anlässlich eines Presse-Events anhand einer Nockenwelle aus Stahl. Der weiche, vibrationsarme Schnitt führte auch hier zu einer hohen Qualität der gefertigten Teile.
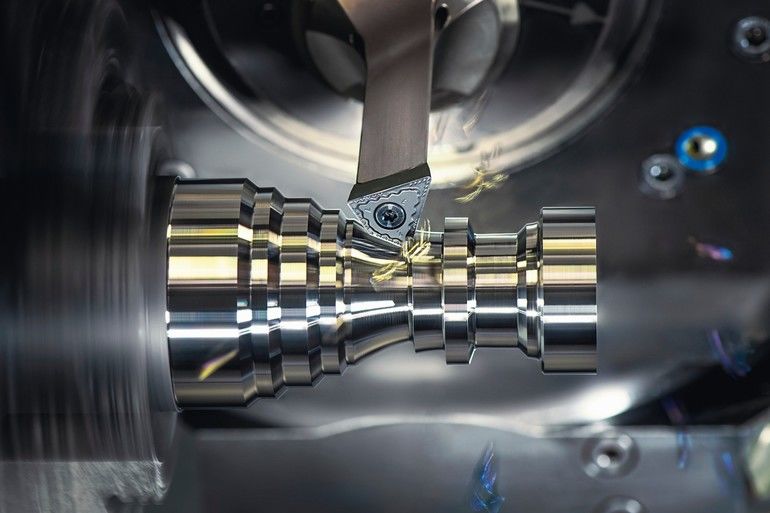
Statt auf fest eingespannte Werkzeuge setzt die neue Drehtechnologie auf dynamische Tools, die über eine HSK- oder PSC-Schnittstelle in die Frässpindel eines modernen Dreh-Fräs-Zentrums eingespannt sind. Weil sich das Werkzeug so um seine eigene Achse drehen kann, lassen sich im Prozess sowohl die Schneidkante als auch der Anstellwinkel variieren. Das Ergebnis: eine optimierte Spanbildung, höhere Vorschübe, längere Werkzeugstandzeiten.
Trotz schlankem Schaft extrem stabil
Weil die Schnittkräfte nicht – wie bei klassischen statischen Werkzeugen – radial in den Halter sondern axial in die Frässpindel eingeleitet werden, sind FreeTurn-Werkzeuge trotz ihres schlanken Schafts sehr stabil. Die auf der Stirnseite montierte Schneidplatte kann bei Bedarf mit mehreren Schneiden unterschiedlicher Eigenschaften ausgestattet und so an die jeweilige Bearbeitung angepasst werden. So kann ein Werkzeug mehrere verschiedene Tools ersetzen und damit die Wechselzeiten, die nötigen Magazinplätze sowie den Lagerbedarf minimieren.
Erstmals präsentierte Ceratizit seine neue Dreh-Technologie im vergangenen Herbst auf der Messe AMB. „Damals zeigten wir unser Werkzeug-Konzept und den zugehörigen Prozess, um zu sehen, ob der Markt dafür reif ist“, erzählt Schleinkofer. Die Reaktionen der Besucher seien überwältigend gewesen, und nach gut einem halben Jahr der Zusammenarbeit mit Kunden und Partnern festige sich das Gefühl, tatsächlich das Drehen verändern zu können.
„Dass wir HDT nicht im Alleingang zum Durchbruch verhelfen können, war uns schon früh klar. Auch deshalb haben wir auf der AMB die Öffentlichkeit gesucht“, sagt Schleinkofer. Fast alle Maschinen- und Steuerungshersteller zeigten Interesse und wurden mit Werkzeugen versorgt, um Algorithmen und Programme für einen automatisierten Prozess zu entwickeln. „Auf der EMO werden wir erste Implementierungen sehen“, blickt Schleinkofer in die Zukunft. Weil Ceratizit die Technologie offen zur Verfügung stellen wolle, trete man aber nicht als Projektmanager auf. Dadurch fehle derzeit noch der Überblick, welche Entwicklungen die Partner vorstellen werden. Seitens des Werkzeugherstellers sei jedenfalls ab der Messe EMO Mitte September ein Standardprogramm an Werkzeugen verfügbar, fürs Schruppen und Schlichten von Alu- und Stahl-Werkstoffen.
Wo Algorithmen und Software-Module der Maschinen-, Steuerungs- oder CAM-Anbieter noch fehlen, können clevere Programmierer schon heute einen echten Benefit erzielen. Dabei ist die Anwendungsbreite des Verfahrens groß. Sie reicht von einfachen Ansätzen – etwa dem Wunsch Werkzeugwechsel weitgehend zu minimieren – bis hin zu anspruchsvollen Operationen wie dem Unrunddrehen von Polygonen. Das Endziel ist laut Schleinkofer jedoch, dass die Technologie quasi auf Knopfdruck funktioniert und den Programmieraufwand einfach gestaltet. Er betont, dass sein Team noch viele spannende Ideen hat, wo High Dynamic Turning künftig neue Möglichkeiten schaffen könne. Was davon in welchem Zeitrahmen umgesetzt werde, hänge von den Wünschen der Kunden ab.

Hier finden Sie mehr über:








{kind=link}