Eine deutlich höhere Produktivität und damit eine gesteigerte Wettbewerbsfähigkeit waren das Ergebnis einer Prozessoptimierung. Die Werkzeugspezialisten von Mapal verkürzten die Zeit für die Komplettbearbeitung einer Nockenwellen-Lagerbrücke von 9 auf 2 min.
Eine Voraussetzung für kurze Bearbeitungszeiten und eine sichere Fertigung ist es, den gesamten Fertigungsprozess zu erfassen und alle Parameter exakt aufeinander abzustimmen. Die Komplettbearbeitung einer Lagerbrücke aus Aluminiumdruckguss für die Nockenwellenlagerung an einem Zylinderkopf ist ein Beispiel für eine erfolgreiche Prozessoptimierung. Bislang wurden die Teile in zwei Aufspannungen einzeln gerüstet und mit Vollhartmetallwerkzeugen bearbeitet. Das dauerte pro Werkstück 9 min.
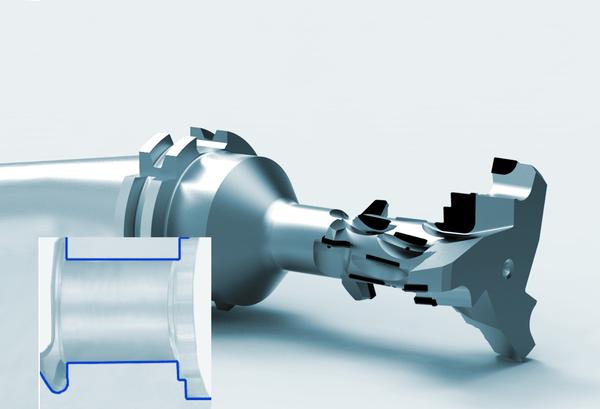
Gemeinsam mit dem Kunden optimierte die Aalener Mapal Dr. Kress KG den Fertigungsprozess. Ein wichtiger Schritt, war die Einführung einer Vierfach-Spannvorrichtung. Das Werkstück wird nun so gespannt, dass die komplette Bearbeitung in einer Spannlage möglich ist. Die Aalener Werkzeugexperten sahen für die Hauptbearbeitungen PKD-Werkzeuge vor. Eine besondere Herausforderung war dabei die Bearbeitung der halboffenen Lagerschalen. Aufgrund der speziellen Geometrie konnten keine Aufbohrwerkzeuge eingesetzt werden. Deshalb kamen nacheinander zwei Zirkularwerkzeuge mit einer Schnittgeschwindigkeit von 400 beziehungsweise 480 m/min zum Einsatz. Das reduzierte die Bearbeitungszeit bereits auf 2,5 min pro Bauteil. In einem weiteren Optimierungsschritt konnten nochmals 30 s eingespart werden. Dazu wurde ein komplexes Sonderwerkzeug entwickelt und gebaut. Alle Durchmesser, Planflächen und ein Einstich werden nun in einem Arbeitsgang zirkuliert. Um eine ratterfreie Bearbeitung zu erreichen sind die Durchmesserschneiden schräg eingesetzt. Gezielte Kühlmittelaustritte sorgen dafür, dass die Späne sicher vom Werkzeug weggespült werden. Dadurch konnte die Gesamtbearbeitungszeit um weitere 20 %, also von 2,5 auf 2 min, verringert werden. hw
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}