


Aus mehreren Standard- und einigen Sondermaschinen konzipierte MAG Powertrain zwei Produktionsstraßen für Scania. Auf den Linien fertigt der schwedische Nutzfahrzeug-Hersteller Motorblöcke und Zylinderköpfe aus Grauguss und Vermikularguss.
Steigende Kraftstoffkosten und schärfere Abgasbestimmungen zwingen auch die Hersteller von Nutzfahrzeugen auf neue Wege. Leichtbau mit Hilfe von Werkstoffen höherer Festigkeit ist einer davon. Um die Wanddicken der Motorblöcke oder der Zylinderköpfe zu reduzieren und damit das Gewicht zu senken, fertigt beispielsweise Scania diese Teile bei den Triebwerken der neuen Generation aus Vermikularguss statt aus Grauguss. Das sorgt nicht nur für einen geringeren Materialbedarf beim Bau der Triebwerke. Es hilft auch, den Kraftstoffverbrauch während deren Arbeitsleben zu senken.
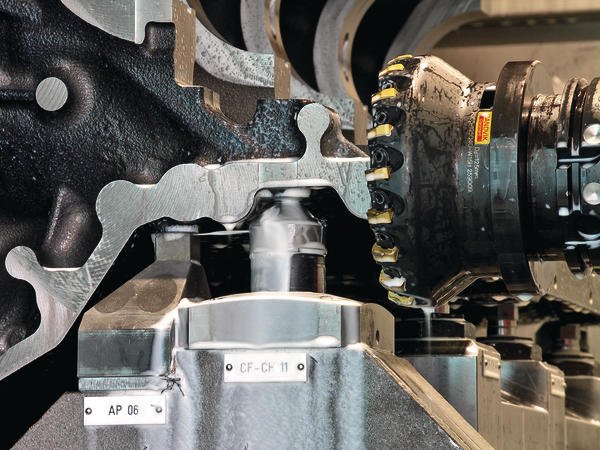
Diesen Vorteilen steht jedoch die Tatsache gegenüber, dass Vermikulargrafitguss (GJV, frühere Bezeichnung: GGV) deutlich schwieriger zu bearbeiten ist, als Gusseisen mit lamellenförmig eingelagertem Grafit (GJL, frühere Bezeichnung GG). Im Vergleich zu GJL benötigen GJV-Prozesse etwa 20 % höhere Zerspanleistungen. Weil die idealen Schnittgeschwindigkeiten um 30 bis 40 % niedriger sind, muss die Hauptspindel die höheren Antriebsleistungen bei niedrigeren Drehzahlen liefern. Das erfordert zudem ein deutlich höheres Drehmoment. Um den Vorschub zu steigern und die Werkzeugstandzeit zu verbessern, haben die Werkzeuge mehr Schneiden. Auch das setzt eine höhere Leistung voraus. Infolge der größeren Schnittkräfte und der dünnwandigen Werkstücke müssen Spindeln, Führungen und Antriebe wie auch die Spannvorrichtungen groß dimensioniert und statisch wie dynamisch möglichst steif sein. Kritische Operationen erfordern zudem eine Kühlung der Spindel. So lassen sich die thermischen Einflüsse in Grenzen halten.
„Bei der GJV-Zerspanung sind viele Aspekte von der Bearbeitungssituation abhängig“, sagt Thomas Schlegel, Gruppenleiter Konstruktion bei MAG Powertrain am Standort Eislingen. „Diese Prozesse lassen sich nicht nach Lehrbuch gestalten. Hier ist viel Erfahrung gefragt.“ Anfänglich habe man erhebliche Einbrüche hinsichtlich der Schneidleistungen und der Werkzeugstandzeiten hinnehmen müssen, erläutert der Diplomingenieur. In enger Zusammenarbeit mit den Werkzeugherstellern sei es jedoch gelungen, die Prozesse in optimale wirtschaftliche Bereiche zu führen.
Die Spezialisten von MAG Powertrain beschäftigen sich schon seit mehreren Jahren mit der GJV-Zerspanung. Bereits 2003 – damals noch unter dem Namen Cross Hüller – konzipierten sie Transferstraßen für den Zylinderkopf und das Zylinder-Kurbelgehäuse eines 6-Zylinder Lkw Motors aus GJV. Ein Jahr später folgte eine Fertigungslinie für einen V8-Lkw-Motorblock. Und seit 2008 werden auch auf Zentren der Reihen Magnus und Specht GJV-Blöcke bearbeitet. „Das Zerspanen von Vermikularguss auf Transferstraßen ist anspruchsvoller als auf Bearbeitungszentren. Weil mehrere Spindeln gleichzeitig spanen, treten erheblich größere Kräfte auf als bei einspindligen Zentren“, erläutert Schlegel. Grundlegende Erfahrungen und Prozessdaten seien jedoch übertragbar.
Ihr Know-how ließen die Spezialisten in den Modulbaukasten einfließen, aus dem aktuelle und zukünftige Maschinen des deutsch-amerikanischen Werkzeugmaschinenkonzerns konfiguriert werden. „Dieses Modulsystem ermöglicht uns, die Grundmaschinen konzernweit einzusetzen“, sagt Reinhard Fischer, Verkaufsleiter bei MAG Powertrain. Während die im Geschäftsbereich Powertrain zusammengefassten Unternehmen Cross Hüller, Ex-Cell-O und Lamb Systemanbieter sind, steht das Schwesterunternehmen MAG Hüller Hille in Mosbach-Diedesheim vorwiegend für Einzelmaschinen. „Unser Modulkonzept ist sehr flexibel“, betont Fischer. „Die Grundmaschine lässt sich gezielt auf die Anwendung hin konfigurieren – etwa als Ein- oder Zweispindler, mit Flächen- oder Kettenmagazin und so weiter. Auch was die Beladung und die Automatisierung angeht sind die unterschiedlichsten Lösungen verfügbar.“
Diese Variabilität ermöglicht es, die gleiche Grundmaschine sowohl zum Stand-alone-Bearbeitungszentrum als auch zur Systemanlage auszubauen. Die Unterschiede liegen in erster Linie in der Elektrik und der Steuerungstechnik sowie einigen Ausstattungsoptionen. Zudem müssen Systemmaschinen – etwa für die Automobilbranche – meist Kundenvorschriften erfüllen, beispielsweise hinsichtlich der Wartungsmöglichkeiten oder der verwendeten Komponenten. Durch diese Besonderheiten verlängert sich der Fertigungstakt, so dass es keinen Sinn macht, beide Varianten in einer Linie zu montieren. Dies ist einer der Gründe, warum einzeln betriebene Maschinen in Diedesheim aufgebaut werden, Systemanlagen in Eislingen.
Dort erfolgt auch das Engineering, der Vorrichtungsbau und alle weiteren Leistungen, die für die schlüsselfertige Abwicklung von Großaufträgen wie jenem von Scania erforderlich sind. „Vor etwa zehn Jahren haben wir für die Schweden bereits eine Anlage konzipiert, die fürs Bearbeiten von Grauguss ausgelegt war“, erzählt Matthias Rienhardt. „Für die neue Motorengeneration, deren Blöcke aus GJV sind, musste die Linie komplett überarbeitet werden.“ Die Angebotsphase habe mehrere Jahre gedauert, berichtet der Projektleiter. „Zwischen uns und Scania gab es während dieser Zeit einen intensiven Austausch. Der Kunde war mit den bestehenden Maschinen so zufrieden, dass er sie nicht ausmustern, sondern in die neue Linie einbinden wollte.“ Die Schwaben erhielten den Auftrag, ein Gesamtkonzept zu entwickeln. In dessen Rahmen sollen sowohl neue Maschinen geliefert als auch bestehende beim Kunden überholt und auf den aktuellen Stand gebracht werden. Weil bei Scania ohne Unterbrechung produziert werden muss, sieht das Konzept vor, zuerst die neuen Maschinen zu liefern und erst dann die alten zu überarbeiten und anschließend in die neue Produktionsstraße einzubringen.
Die Lösung umfasst zwei Fertigungslinien. Eine für die Motorblöcke und eine für Zylinderköpfe. Zur Blocklinie gehören sieben Bearbeitungszentren der Baureihe Specht 800, die laut Konstruktionsleiter Schlegel aufgrund der jahrelangen Erfahrung mit GJL und GJV sehr zuverlässig arbeiten. Auf insgesamt drei Sondermaschinen werden Zylinderkopfflächen gefräst sowie Kurbel- und Nockenwellen-Bohrungen fertigbearbeitet. Das Fertigdrehen der Zylinderbohrung erfolgt messgesteuert auf der dritten Sondereinheit.
Für die Kopflinie nutzten die Eislinger Ingenieure dieselben Bearbeitungszentren als Basismodul für eine zweispindlige Maschine in 5-Achs-Ausführung mit A-Achse und zwei B-Achsen. Im System werden diese CNC-Maschinen automatisch per Obertransfer be- und entladen. Ein Kettenmagazin mit 63 Plätzen stellt die nötigen Werkzeuge bereit. Da die verschiedenen Typen der Zylinderköpfe teils aus GJL und teils aus GJV bestehen, mussten die Anlagen für beide Anforderungsprofile ausgelegt werden.
Eine besondere Herausforderung stellte das Fertigbearbeiten der Ventilsitze und -führungen dar. Dazu wurde das zweispindlige Bearbeitungszentrum modifiziert, so dass nun zwei getrennt verfahrbare Mehrspindelköpfe die Operation unabhängig an jeweils einem Werkstück vornehmen. Um den Genauigkeitsansprüchen bei der komplizierten Bearbeitung zu genügen, wurden Messeinrichtungen zur Ermittlung der Ventilführungsposition und des Durchmessers sowie der Tiefe der Ventilsitze integriert. Mit diesen Werten werden die Achspositionen entsprechend kompensiert.
Schließlich wurde auch die Bearbeitung der Lagerdeckel in das System integriert. Hierzu bot sich eine NBH 6 aus der Zentrenfamilie von MAG Hüller Hille an, die den spezifischen Anforderungen des Auftrags angepasst wurde. In zwei Aufspannungen werden hier vier unterschiedliche Lagerdeckel komplett bearbeitet – vollautomatisiert durch den Einsatz eines Palettenwechslers mit Zwischenspeicher und Roboter.
„Die Operationen sind so aufgeteilt, dass nur jene Bearbeitungen auf Sondermaschinen laufen, die auch bei einem Modellwechsel prinzipiell gleich bleiben“, beschreibt Projektleiter Rienhardt. „All das, was sich im Lauf der Motorenentwicklung eventuell ändert, etwa die Befestigungsbohrungen für Zusatzaggregate, läuft auf den Zentren und lässt sich relativ leicht anpassen.“ Das sorge für die Zukunftsfähigkeit der gesamten Linie.
„Das ist unsere Philosophie“, sagt Reinhard Fischer. „Wir legen die Maschinen für eine längere Lebensdauer aus und gestalten sie flexibel, um auch bei einem Generationswechsel der Teile mit einem vertretbaren Aufwand reagieren zu können. Zwangsläufig führt das jedoch zu stabileren und größer dimensionierten Maschinen. „Unsere asiatischen Wettbewerber verfolgen eine andere Strategie. Ihre Maschinen sind lediglich für den Lebenszyklus des Bauteils ausgelegt, das darauf produziert werden soll. In der Regel sind das sechs bis acht Jahre.“ Deshalb seien deren Maschinen oft kleiner, kompakter und hätten weniger leistungsstarke Antriebe. Es stimme schon, dass diese Anlagen dadurch grundsätzlich energieeffizienter arbeiten könnten. „Aber“, betont der Vertriebsleiter, „das gleichen wir zum Beispiel durch intelligente Steuerungssysteme aus, die in Prozesspausen die Maschinen stufenweise herunterfahren.“ So werden bei Produktionsunterbrechungen beispielsweise nacheinander die Antriebsmotoren, die Kühlpumpen und weitere Aggregate abgeschaltet und so erheblich Energie eingespart. „Das bieten unsere asiatischen Wettbewerber nicht. Weiterhin sind unsere Nebenaggregate besonders energieeffizient, wodurch sich der Verbrauch zusätzlich optimieren lässt. Das sind weitere Vorteile unserer Anlagen, neben der hohen Flexibilität und der langen Lebensdauer.“
Haider Willrett haider.willrett@konradin.de
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}