Ein Nachteil von Hartmetall ist, dass zu dessen Herstellung die vergleichsweise seltenen Elemente Wolfram und Kobalt benötigt werden. Neben den hohen Kosten dieser Rohstoffe sind der hohe Energiebedarf beim Herstellen von Hartmetall sowie die aus geopolitischen Gründen als hoch kritisch eingestufte Versorgung Deutschlands mit Wolfram und Kobalt Gründe, Hartmetalle in möglichst vielen Anwendungen als Schneidstoff zu ersetzen.
Eine kostengünstige, weltweit in großen Mengen und mit geringem Energieaufwand verfügbare Alternative fürs Bearbeiten von Nichteisenmetallen können natürliche Gesteine sein. Im direkten Vergleich kostet etwa 1 t Kobalt je nach Marktlage zwischen 20.000 und 100.000 US-Dollar, Flint wird hingegen schon ab 288 Euro/t gehandelt.
Die Energieeinsparungen im Herstellprozess von Wendeschneidplatten aus Gesteinen im Vergleich zum Hartmetall ergeben sich daraus, dass Gesteine natürlich vorkommen und nicht energieaufwendig gesintert werden müssen. Das Gestein kann nach dem Abbau unmittelbar aufgetrennt und zu Wendeschneidplatten geschliffen werden. Die verkürzte Prozesskette bietet damit nicht nur ökonomische, sondern auch ökologische Vorteile.
Wendeschneidplatten aus Gestein
Aus den genannten Gründen erforschen Wissenschaftler am Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) der Leibniz Universität in Hannover derzeit die Herstellung und das Einsatzverhalten von Zerspanwerkzeugen aus Gestein.
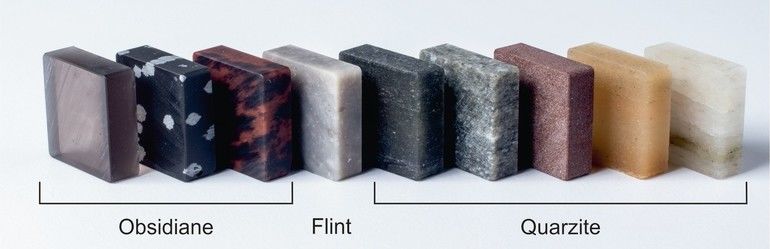
Auch wenn die Verwendung von Schleif- und Schneidwerkzeugen aus Gestein in der Metall- und Holzindustrie nicht völlig unbekannt ist, existieren bisher keine wissenschaftlichen Erkenntnisse zur schleiftechnischen Herstellung und dem Einsatzverhalten solcher Zerspanwerkzeuge. Im Rahmen der Untersuchungen ist bereits die Herstellung von Wendeschneidplatten aus verschiedenen Gesteinen in einem Querseitenplanschleifprozess gelungen. Die Forscher untersuchten verschiedene Obsidiane, Quarzite und Flint. Dabei zeigte sich, dass das Schleifergebnis stark vom jeweiligen Gestein abhängt. So ist etwa die Ausschussquote beim Schleifen von Obsidianen mit bis zu 50 % beim Verwenden bestimmter Obsidiane deutlich höher als beim Schleifen von Quarziten (bis zu 29 %).
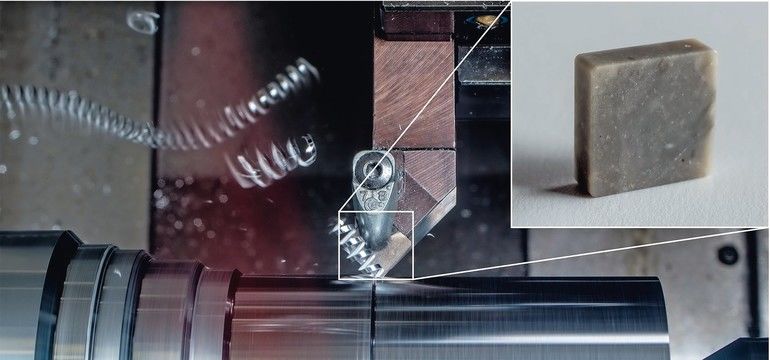
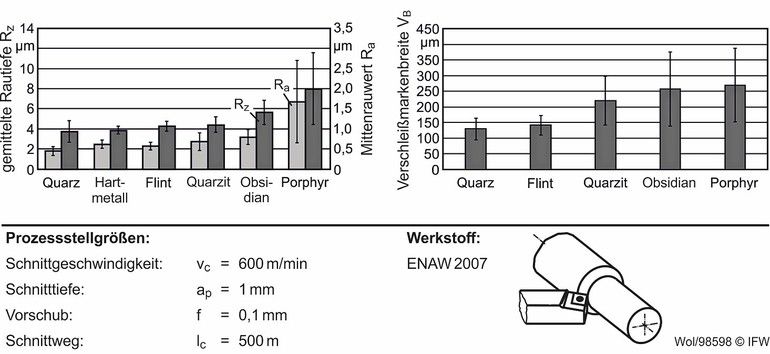
Anschließende Untersuchungen zum Außenlängsdrehen von Aluminium zeigen, dass die mit diesen Werkzeugen am Werkstück erreichbare Oberflächengüte mit der durch ein handelsübliches Hartmetallwerkzeug erzielbaren vergleichbar ist. Zudem stellten die Forscher fest, dass sowohl die erzielbare Oberflächengüte als auch der Freiflächenverschleiß von der verwendeten Gesteinsart abhängen. Aufgrund des an Hartmetallwerkzeugen auftretenden Kolkverschleißes, anstelle eines Freiflächenverschleißes, wurden diese Werkzeuge nicht in den Vergleich der Verschleißmarkenbreite Vb einbezogen. Trotz des vergleichsweise hohen Verschleißes der Gesteinswerkzeuge konnten bei einem Zerspanvolumen von 50 cm³ Mittenrauwerte unter 3 µm erreicht werden. Es ist daher anzunehmen, dass sich Gesteine zum Zerspanen von Aluminium eignen.
Weitere Untersuchungen werden darauf abzielen eine sichere, produktive und qualitätsorientierte Auslegung des Schleifprozesses der Gesteine zu ermöglichen. Weiterhin wird neben dem Einsatzverhalten der geschliffenen Zerspanwerkzeuge erforscht, in welchen Anwendungsfällen der Einsatz von Gesteinen als Schneidstoff möglich ist.
Die Untersuchungen wurden im Rahmen des Projekts „Herstellung und Einsatzverhalten von Zerspanwerkzeugen aus Gesteinen“ von der Deutschen Forschungsgemeinschaft gefördert.









{kind=link}