




Die Nachfrage nach Flugzeugen mit Rumpfdurchmessern zwischen 3 und 4 m ist ungebrochen: Zwei Drittel aller aktuell eingesetzten zivilen Flugzeuge sind Single-Aisle-Standardrumpfflugzeuge (siehe Kasten). Bis 2035 sollen mehr als 28 000 Standardrumpfflugzeuge hinzukommen, denn Billigfluggesellschaften und Schwellenländer treiben das Wachstum voran. Um diesen Bedarf zu decken, ist Airbus-Strukturzulieferer Premium Aerotec gefordert, die Stückzahlen zu erhöhen und gleichzeitig die Kosten für die Herstellung zu senken. Im Augsburger Werk setzt man deshalb auf eine speziell für den Aerospace-Bereich entwickelte Anlage: „Unser Ziel, jährlich bis zu 575 Single-Aisle-Sektionen zu liefern, ist nur durch Automatisierung möglich“, sagt Rainer Weber, Projektleiter aus der Standortentwicklung Montage. „Dafür bauen wir in unserer Fertigungshalle eine modernisierte Teilschalenfertigung und Längsstoßmontage für die Sektion 19 der A320-Familie auf.“
Auf dem Weg zu Industrie 4.0
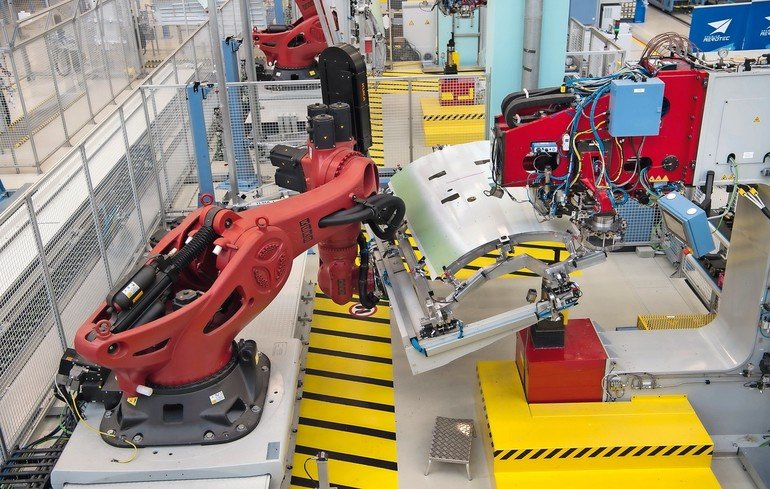
Herzstück ist eine 80 m lange Anlage mit drei Robotern und drei Bohr-/Nietautomaten, die komplett von Kuka realisiert wurde, unter anderem in Zusammenarbeit mit deren Unterlieferanten. Gut zwei Jahre arbeitete das Team des Augsburger Robotik- und Automationsspezialisten – hier in der Rolle des Anlagenintegrators – mit den Verantwortlichen bei Premium Aerotec und weiteren Partnern an dem Projekt.
Seit Mai 2017 läuft die Fertigung der Sektion 19 mit Hilfe der neuen Montagelinie. Anders als der Rest des Rumpfes, der konisch verläuft, verjüngt sich das aus sechs Teilschalen bestehende Stück nach hinten – durch diese spezielle Form sind die einzelnen Segmente anspruchsvoller zu montieren. In der ersten Phase wird das Element durch den Werker in einer manuellen Station eingelegt, in der es auch einen RFID-Chip zur Identifikation erhält. Anhand dieses Chips können die Handling-Roboter und Nietanlagen an den einzelnen Stationen erkennen, um welches Bauteil es sich handelt und zum entsprechenden Werkzeug wechseln. Jedes Bauteil lässt sich so lückenlos über den gesamten Fertigungsprozess verfolgen. Zudem werden die Prozessinformationen bauteilbezogen in einer Datenbank gespeichert. Langfristig sollen so die manuellen Prüf- und Dokumentationsaufwände im Nietprozess minimiert und durch eine automatisierte Dokumentation ersetzt werden. Liegt ein prozess- oder qualitätsrelevanter Wert außerhalb der Toleranz, stoppen die entsprechenden Maschinen.
„Wir nutzen die Leistungsdaten neben der Dokumentation und zur Visualisierung des Anlagenfortschritts auch dafür, Produktionsabläufe zu optimieren“, erklärt Thomas Vogt, Leiter der Schalenmontage. So sei es möglich, Engpässe in der Produktion zu erkennen, aber auch die vorbeugende Instandhaltung zu unterstützen. Das Ziel: Irgendwann jede einzelne Komponente von Anfang an mit einem solchen Chip ausstatten. Damit ließen sich Bauteile nicht nur in der Produktion, sondern über die gesamte Lebensdauer nachverfolgen.
Spezieller Leichtbau-Bauteilträger
Nachdem der Chip angebracht und die Baugruppen vom Werker eingelegt wurden, beginnt die automatisierte Bearbeitung. Der Handling-Roboter übernimmt auf einer Linearachse die Bauteilträger und übergibt sie bedarfsorientiert an eine der Übergabestationen, die sich jeweils innerhalb der beiden Nietstationen befinden. Bislang kamen hier Modulpaletten aus Stahl zum Einsatt, zusammen mit den zwei darauf befestigten Teilschalen kamen so über 1000 kg zusammen. Das System war jedoch zu schwer, um in der geplanten Taktfertigung von Knickarm-Robotern – insgesamt drei Kuka KR 1000 Titan – bewegt werden zu können. Zusammen entwickelte man deshalb eine Lösung aus Aluminiumprofilen. Das Ergebnis: eine Leichtbau-Konstruktion als Greifer am Roboter sowie ein Bauteilträger, der samt Teilschale nur noch rund 400 kg wiegt.
Parallel wurde in Versuchen gemessen, wie schnell und genau ein Roboter die Teilschalen auf dem Bauteilträger positionieren kann. Die Ergebnisse gaben Aufschluss über die Steifigkeit des Gesamtsystems – eine wichtige Information, denn bevor ein Nietzyklus in der automatisierten Zelle gestartet wird, muss der Positionierungszyklus ohne signifikantes Schwingen abgeschlossen sein.
Die speziell für die Luftfahrt-Branche entwickelten Bohr-/Nietautomaten von Gemcor sind fest in der Zelle stationiert. Hier werden Versteifungselemente (Stringer), Verbindungswinkel (Clips) und Randträger mit der Außenhaut der Teilschalen verbunden. Bohren, Senken und Niete setzen erfolgen voll automatisch: Ein Machine-Vision-System übernimmt die lokale Referenzierung anhand der Heftniete, bohrt dann das Loch und setzt den Niet. Dabei werden unterschiedlichste Längen und Durchmesser automatisiert zugeführt und verarbeitet – bis zu 1800 pro Teilschale. Im Anschluss wird der Bauteilträger samt Bauteil in eine Ausrüststation übergeben. Die Baugruppe wird manuell ausgespannt und mittels Überkopf-Kranbahn-System zur nächsten Station weitertransportiert, wo die Teilschalen in weiteren Bauteilträgern zu Halbsektionen vormontiert und anschließend über ein schienengebundenes Flurfördergerät zum abschließenden Bohr-/Nietzentrum transportiert werden. Dort werden die ausstehenden Verbinder gesetzt und die Halbsektion komplettiert.
Integration verschiedener Steuerungen
Als übergeordnete Maschinensteuerung fungiert eine Sinumerik 840D von Siemens. Dank einer Schnittstelle zur Kuka-Robotersteuerung KRC4 können Werker alle Maschinen über eine Oberfläche bedienen. Dabei spielt es keine Rolle, ob es sich um Handling-Roboter handelt oder die Maschinen Dritter, wie die US-Amerikanischen Nietautomaten. Alle Bauplätze sind digital vernetzt, der Gesamtablauf wird mittels Linien-Leit-PC gesteuert. Mit dem Steuerungsstandard miKuka werden Informationen gesammelt, an der Linie visualisiert und den Kundensystemen (MES, Scada, ERP) zur Verfügung gestellt. Die Roboterbewegung für den Verbindungsprozess wurde komplett mittels Offline-Programmierung auf der Basis von Cenit FastSuite und einem eigens dafür entwickelten prozessspezifischen Implementations-Kit programmiert.
Mit der Anlage konnte Premium Aerotec die Wartezeiten, Durchlaufzeit und den Logistikaufwand deutlich verringern. Beschwerliche manuelle Arbeitsschritte, wie Montage oder mitarbeitergeführte Transporte, und NC-Maschinen konnten ergonomischer gestaltet werden – was für die Mitarbeiter neben einer Arbeitsentlastung auch neue Arbeitsabläufe mit technisch komplexeren Aufgaben bedeutet. Die Ergebnisse des Projekts sind ein wichtiger Baustein für die Neuausrichtung der Augsburger Schalen- und Sektionsmontage: In einer weiteren Ausbaustufe soll ein ähnliches Konzept für die Montage der Halbschalen zu kompletten Sektionen realisiert werden.
Single-Aisle-Flugzeuge
Maschinen wie die der A320-Familie haben nur einen Kabinengang. Typischerweise haben sie 100 bis 200 Sitzplätze, von denen sich pro Reihe jeweils drei links und rechts des Mittelgangs befinden. Zum Einsatz kommen diese auch Schmalrumpfflugzeug genannten Modelle vorwiegend auf Kurz- und Mittelstrecken. Alle zwei Sekunden startet oder landet irgendwo ein A320. Mit knapp 7000 Maschinen im Dienst und mehr als 13 000 Bestellungen zählt diese Familie zu den Erfolgsmodellen bei Airbus.
Sektion 19
Ein Flugzeugrumpf besteht aus mehreren Sektionen. Der vorletzte Heckabschnitt – im Fall der Single-Aisle-Familie Sektion 19 – erstreckt sich vom hinteren Ende der Passagierkabine bis zum Beginn des Rumpfendstücks (tail cone). Hier befinden sich das Druckschott, dahinter die Turbine für die Nebenaggregate sowie die Nebenanschlussstellen für das Seiten- und Höhenleitwerk. Anders als die restlichen Sektionen läuft diese nicht rund, sondern konisch und stellenweise doppelt gekrümmt zu. Das macht eine automatisierte Montage besonders anspruchsvoll.

Hier finden Sie mehr über:







{kind=link}