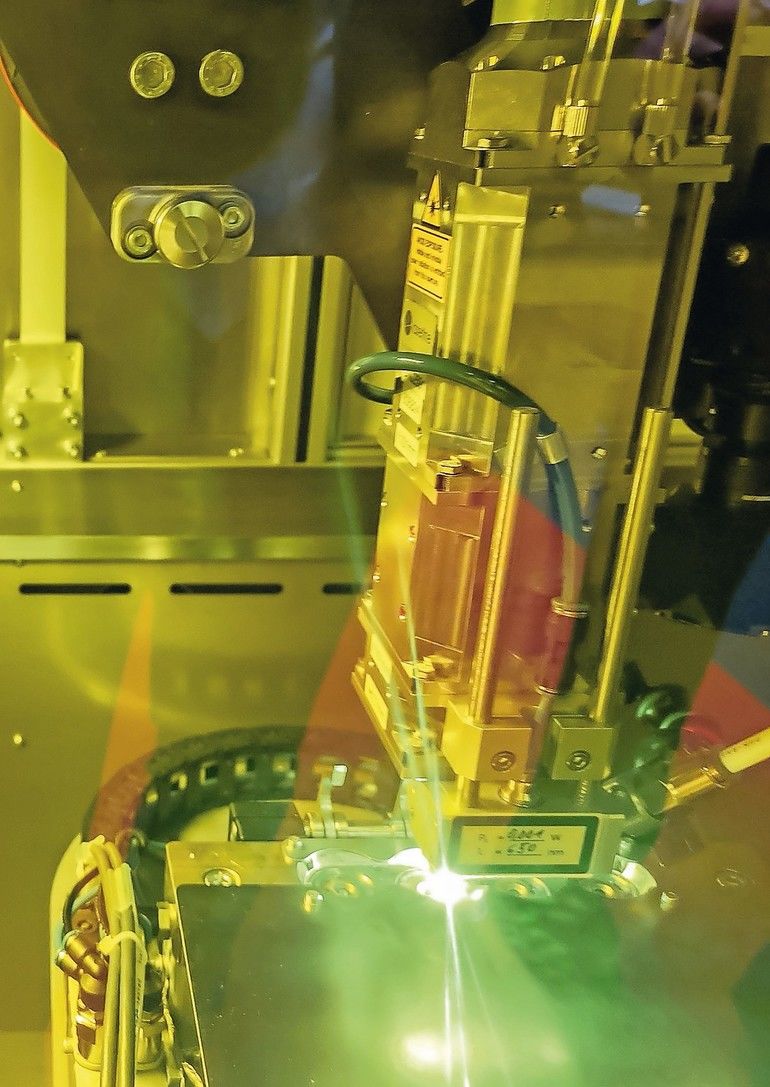

Konventionell werden Strukturbauteile gegossen. Deutlich Gewicht sparen lässt sich, wenn man sie stattdessen aus gestanzten Blechteilen zusammensetzt. Bis zu 20 % des Bauteilgewichts lassen sich so einsparen. Lasertechnologie ermöglicht dafür schlanke Schweißnähte. Sie stellt aber auch hohe Anforderungen: Komplexe 3D-Nähte machen eine hochwertige und präzise Steuerung erforderlich. Und das Laserschweißen muss auf verzinkte Bleche abgestimmt sein, die aus Korrosionsschutzgründen im Fahrzeugbau die Regel sind.
Für solche Anwendungen hat Conntronic den Schweißprozess mit dem Laserhersteller Laserline optimiert. Wegen der niedrigen Verdampfungstemperatur von Zink bei 906 °C setzt die Schweißwärme einen vehementen Verdampfungsprozess in Gang, der die Nahtqualität durch extreme Schweißspritzer und Porenbildung sehr in Mitleidenschaft zieht. Dazu entstehen giftige Zinkoxiddämpfe. „Für die Zinkdämpfe verwenden wir eine Absauganlage mit Precoatiereinheit“, berichtet Siegfried Wonka, Vertriebsleiter bei Conntronic.
Der Laserschweißprozess erfordert eine hohe Bahngenauigkeit, andererseits verlangen Unternehmen trotz komplexer Schweißbahnen eine einfache Programmierung. „Laserschweißanlagen, die auf Linearachsen basieren, haben eine hochpräzise NC-Steuerung und benötigen speziell geschultes Personal“, erklärt Siegfried Wonka. „Eine Robotersteuerung mit einem konventionellen Roboterbediengerät ist günstiger und bedienerfreundlich. Wir haben es geschafft, beides zu kombinieren.“
Präzises Laserschweißen mit bis zu 5 Prozessachsen
Um die komplexen Schweißbahnen abfahren zu können, verfügt die neue Schweißzelle über bis zu fünf Prozessachsen und zwei optionale Achsen für die Laserschutzhaube. Dabei bauen die Grundachsen nicht aufeinander auf wie bei einem Roboter, sondern die y- ist von der x-Achse getrennt. Steuerungstechnisch musste dafür eine Fremdkinematik mit fünf Achsen durch ein mathematisches Modell neu beschrieben werden. Viele Robotersteuerungen erlauben es nicht, das mathematische Modell zu ändern, und stoßen bei mehr als vier Achsen an Grenzen.
Dem Lösungsansatz bei der CT-Conni liegt ein Entwicklungsprojekt mit Kuka zugrunde, bei dem ein komplett neues Modell in die Robotersteuerung KRC4-ck implementiert wurde. Hierauf wurden Maschinendaten erstellt und die Antriebsdaten ausgearbeitet. Die Achsen verfügen über eine maximale Beschleunigung von 10 m/s2 und einer maximalen Geschwindigkeit von bis zu 30 m/min. Das ermöglicht kurze Taktzeiten und hohe Flexibilität in der Prozessgestaltung. Die Ernst Klimmer GmbH beispielsweise, Spezialist für Stanz- und Umformtechnik, hat sich für die neuentwickelte Laserschweißzelle CT-Conni entschieden, um hohe Anforderungen im Automobilbau effizient zu bedienen.
Die Laserzelle ist flexibel: Bauteile können manuell oder automatisiert eingelegt werden. Durch Verkettungen lassen sich weitere Prozesse kombinieren. Handlingsroboter und die CT-Conni sprechen die gleiche Sprache. Muss die Laserzelle produktionsbedingt verlagert werden, reicht es, sie einfach zu versetzen. Weiter bietet der modulare Aufbau dem Nutzer einen großen Gestaltungsspielraum. Zum Beispiel kann er frei unter marktgängigen Lasern und Schweißoptiken wählen. Dank ihres Modulbaukastens lässt sich die Laserzelle ohne großen Aufwand an neue Produktionsbedingungen anpassen.
Kontakt:
conntronic Prozess- und Automatisierungstechnik GmbH,
Endorferstr. 13,
86167 Augsburg,
www.conntronic.com







{kind=link}