
Klebe- und Dosiertechnik, Stanzniet-, Schraub- und Fließlochschraubtechnik: Dies sind die Fügetechnologien, die die Atlas Copco IAS GmbH im neuen Innovationszentrum in Bretten unter einem Dach anbietet, um spezifische Problemlösungen für und mit Kunden zu entwickeln. Als Beispielanwendung fiel die Wahl auf die Montage einer Elektroauto-Antriebsbatterie mit ihren vielfältigen Anforderungen und Restriktionen, die bis in den Sicherheitsbereich hineinreichen. „Die Automobilproduktion verändert sich gerade radikal“, erklärte IAS-Geschäftsführer Olaf Leonhardt bei der Eröffnung des Technikzentrums. „Wir sind mitten drin und stellen uns diesen Herausforderungen mit innovativen und effizienten Lösungen.“
Der Zeitpunkt der Präsentation und die Beispielanwendung waren gut gewählt. Sie hatten Symbolcharakter: Kurz zuvor am 1. März hatte die Atlas-Copco-Tochter den alten Firmennamen SCA Schucker abgelegt und damit einen Aufbruch signalisiert. „IAS“ im Firmennamen steht für „Industrial Assembly Solutions“. Der Fokus liegt nun nicht mehr auf einer Technologie (wie dem Kleben bei SCA), sondern auf Problemlösungen. Sie sollen in dem neuen Innovationszentrum erarbeitet werden.
Kunden konnten in Bretten beobachten, wie Roboter die Batterie in sechs Stationen montieren und dafür sehr verschiedene Technologien nutzen. Sie konnten sich zeigen lassen, welche Kniffs die Füge-Spezialisten einsetzen, um mit hoher Qualität effizient zu produzieren. IAS stellte eine in dieser Zusammensetzung fiktive Montagelinie vor, die aber auf die typischen Anforderungen eines komplexen Produkts einging – die Elektroauto-Batterie. Ihr Kern ist die einzelne Zelle. Das Komplexe an ihr: Zellen werden zu Zellstapeln werden zu Modulen werden zu einer ganzen Batterie. Die sechs Stationen griffen diesen heiklen Gesamtprozess auf.
Die Montageschritte erfolgen kalt und ohne
schädlichen Wärmeeintrag
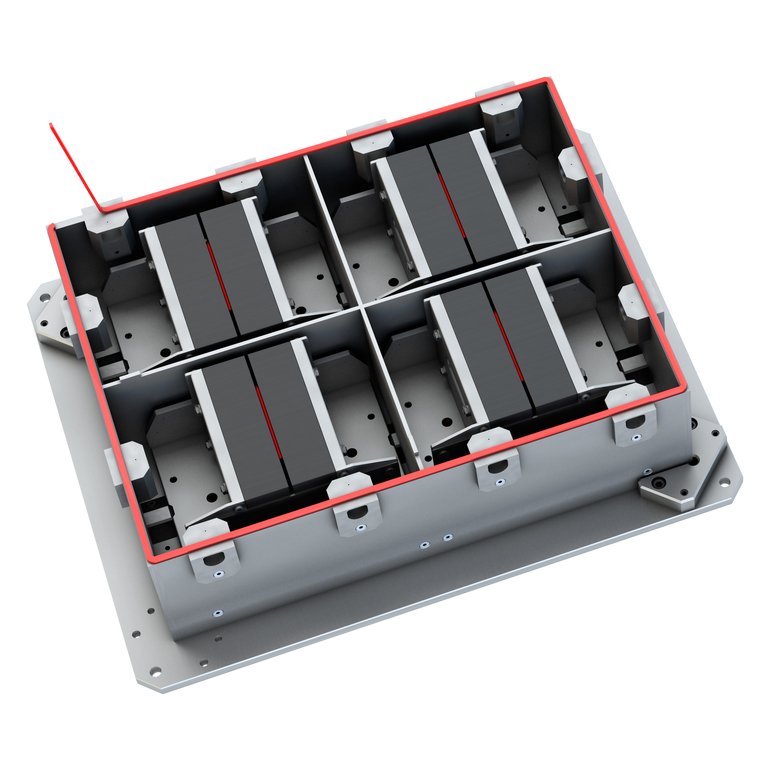
Station 1. Zunächst gilt es, die Zellen als Basis-Funktionskomponenten fest miteinander zu verbinden, „um die benötigte Energie bereitzustellen“, wie Leonhardt erläuterte. „Dazu ist eine präzise Klebeverbindung ohne Lufteinschlüsse nötig.“ Lufteinschlüsse dürfen beim Applizieren nicht vorkommen, weil die Klebstoffschicht bei Unfällen auch vor elektrischen Überschlägen schützen soll. Weiter ist das Fügen der Zellen zu „Stacks“ auch deswegen eine Herausforderung, weil die Zellen temperaturempfindlich sind und keine Hitze vertragen. Und der Klebstoff muss so elastisch sein, dass er die Vibrationen aus dem Fahrbetrieb abfedert.
Atlas Copco nutzte dafür einen 2K-Klebstoff, der bei exakt 22 °C verarbeitet wird, und stellte Dosierlösungen aus der SCA-Produktlinie bereit. Einen ersten Kniff zeigten die IAS-Entwickler hier: Sie stellten fest, dass sich Lufteinschlüsse dann vermeiden lassen, wenn der Klebstoff kreuzförmig und nicht mäanderförmig aufgetragen wird wie sonst üblich. An Station 1 verklebte der Roboter auf diese Weise zwei Batteriezellen zu einem Stapel.
An Station 2 wurde dieser Stack mit seitlichen Streben durch Stanznieten verstärkt und so zum Modul montiert. Dafür hat Atlas Copco das Halbhohl-Stanznieten aus der Henrob-Produktlinie im Programm. Der Stanzniet wird bei kurzer Taktzeit durch die zu fügenden Materialschichten getrieben. Ein automatischer Matrizenwechsler holt die zur jeweiligen Werkstoffpaarung passende Matrize und sorgt für einen rationellen Prozess. Diese mechanische Fügemethode bringt keine schädliche Hitze in die Zellen ein.
Wärmeleitpaste muss flächig Kontakt haben
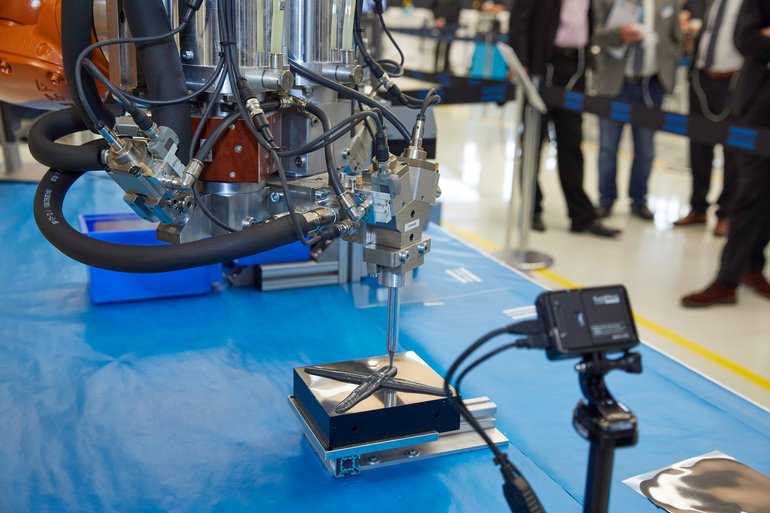
Auch im Betrieb der Batterie spielt das Temperaturmanagement eine zentrale Rolle. Bevor die aus den Stacks bestehenden Module montiert werden, muss daher die Batteriewanne mit einer Wärmeleitpaste ausgekleidet werden. Sie ist teuer, merkte Tilo Trumpp an, der als Leiter der IAS-Innovationszentren durch die Präsentation führte. Den Preis bezifferte er auf grob 30 Euro/kg. Die Station 3 war daher so ausgelegt, dass ein Laser die Welligkeit des Bodens scannte. Die Daten gingen an die Dosiersteuerung, die den Applikationsprozess in Echtzeit optimierte und dafür sorgte, dass die Paste präzise nach Bedarf aufgetragen wird. Trumpp nannte sie „Gap-Filler“.
In Station 4 wurden die fertigen Module nun auf dem Gap-Filler montiert. Die Wärmeleitpaste muss die Module geschlossen kontaktieren, damit die Batterie volle Leistung bringen kann. Um dies zu gewährleisten, nutzte IAS eine elektronisch gesteuerte Schraubtechnik von Atlas Copco Tools. Vier autonome Spindeln drehen die vier Schrauben so aufeinander abgestimmt ein, dass „Lufteinschlüsse systematisch ausmassiert werden“, wie Trumpp erläuterte.
Fließlochschrauben verschließen die Batterie mediendicht
Noch bevor der Gehäusedeckel montiert wurde, trug ein Roboter in Station 5 eine 160 °C heiße und 5 mm dicke Dichtraupe auf, die die Batterie nach innen und außen abdichtet. Zum Einsatz kam 1K-Heißbutyl, das nicht im Ofen aushärten muss – also wiederum thermisch schonend. Im Reparaturfall lasse sich die Raupe komplett abziehen, erklärte Trumpp.
In Station 6 wurde als letztem Schritt die Abdeckung auf das Gehäuse gefügt. Die Wahl fiel auf Fließlochschrauben, die bei einseitiger Zugänglichkeit rationell gesetzt werden können. Damit eine stoffschlüssige Verbindung mit dem Dichtmittel entsteht, muss es schnell gehen. „Die Fließlochschraube arbeitet gegen die Heißbutyl-Raupe“, sagte Tilo Trumpp. Die Schrauben wurden bei hohem Druck in eine schnelle Rotation versetzt.
Sie erwärmen die Deckel-Oberfläche an der Fügestelle und machen das Material verformbar. Die Fließlochschraube drückt nun durch die Werkstoffe Aluminium und Stahl und schneidet ein Gewinde ein. Die Bauteile werden durch den metallischen Kontakt der Schraube leitend verbunden und formen einen Faraday-Käfig aus, der elektromagnetische Interferenzen verhindert.









{kind=link}