





Das im Juli 2019 zum Abschluss gebrachte Verbundprojekt steht auf einem starken Fundament. Es hat eine mehrjährige Entwicklungsgeschichte. Von den Resultaten hing es ab, wie künftig automobiler Leichtbau betrieben wird und wie sehr sich damit Emissionen reduzieren lassen: Im Vorläuferprojekt Camisma, über das im November 2015 berichtet wurde, hatten sieben Unternehmen und Institute ein „Carbon-Amid-metallbasiertes Innenstrukturbauteil im Multimaterialansatz“ entwickelt. Dieser Demonstrator erzielte erhebliche Gewichtseinsparungen durch Material- und Prozesskombinationen und hochgradige Bauteilintegration. Nun stellte sich die Frage nach einer effizienten Fertigungsstrategie.
Im Folgeprojekt MoPaHyb haben nun 14 Partner eine serienreife Produktionsanlage entwickelt, die ein hohes Maß an Modularität und Flexibilität bietet für thermoplastische Hybridbauteile. Ihrem Ansatz kommt zugute, dass es die neuen Kommunikationsmöglichkeiten aus Industrie 4.0 erleichtern, Systeme über OPC-UA zu vernetzen und vergleichsweise schnell zu konfigurieren. Das Thema des Projekts steckt im voll ausgeschriebenen Namen: „Modulare Produktionsanlage zur Herstellung hochbelastbarer Hybridbauteile“.
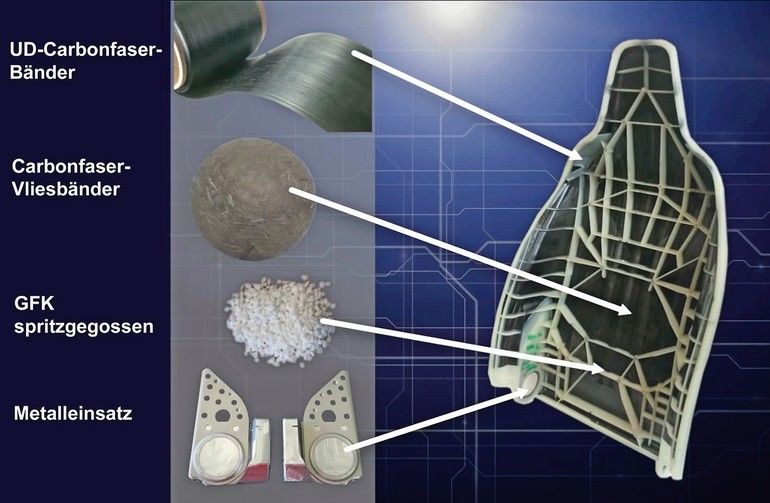
Angefangen hat alles in Camisma mit einer hochintegrierten Vordersitzlehne (wir berichteten darüber im Industrieanzeiger). Mit dem innovativen Multimaterialkonzept wollte die Gruppe Technology and Advanced Development (T&AD) des damaligen Auto-Innenraumteilherstellers Johnson Controls Interiors (JCI) die Masse seiner Sportwagensitze drastisch aber „zu vernünftigen Kosten“ reduzieren. Hergestellt unter seriennahen Bedingungen und erfolgreich getestet, konnten die Funktionsmuster das Gewicht der Rückenlehne gegenüber der Stahlvariante um 40 % bis 50 % senken.
Zur Herstellung des Camisma-Sitzes wurden zunächst unidirektionale (UD) Carbonfaser-verstärkte Bänder von Celanese in Breiten von 50 bis 110 mm mit einer thermoplastischen Matrix aus Polyamid 6 auf ein Carbonfaservlies aufgelegt. Wasserstrahlschneiden brachte diesen mehrschichtigen Vorformling auf exakte Maße. Das Verfahren senkte den Materialausschuss auf nur noch 5 % im Vergleich zu 50 % beim herkömmlichen Heißpressen von duroplastischen Kunststoffen.
Nach Trocknung und Ofenerwärmung wurde der Vorformling in eine Spritzgussform eingelegt, die bereits die Metalleinsätze für die Rückenlehneneinstellung enthielt. Auch diese Metalleinleger waren präpariert: Um die Haftung zu verbessern, konnten sie zuvor laserstrukturiert oder aber mit einem Haftadditiv beschichtet und mit Glasfaser-verstärktem Thermoplast umspritzt werden. So entstand im abschließenden Spritzgießprozess ein komplexes Fertigteil mit Verstärkungsrippen und Kanälen, die wiederum Verkleidungsteile aufnehmen konnten.
Vorläuferprojekt Camisma:
Aus zwölf Teilen wurde eines
Das Ergebnis war ein komplexer Prozess mit „Leichtbaukosten“ von 7 bis 8 Euro/kg – relativ hoch gegenüber einer Referenz-Lehne aus Stahl. Die Camisma-Rückenlehne senkte jedoch die Zahl der Anpassungsteile von 12 auf 1 durch ihre hohe Funktionsintegration. Dieser Effekt reduziert die notwendigen Montage- und Fertigungsschritte. Er sollte die Mehrkosten zumindest teilweise kompensieren und eine Produktion zu attraktiven Kosten ermöglichen.
JCI ergatterte für die Camisma-Lehne den ersten Platz in der Kategorie „Green“ des lnnovation Awards 2014, den der Automobilzuliefererverband Clepa und der VDA (Verband der Automobilindustrie) ausgeschrieben hatten. Das Unternehmen beabsichtigte, Camisma-Rückenlehnen in einem Auto des Modelljahrs 2019 einzuführen und war bereit, in eine Produktionslinie für jährlich 200.000 Lehnen zu investieren. Doch das Vorhaben kam nicht zustande, weil zunächst weitere Unterstützung durch das MoPaHyb-Projekt nötig wurde. Die Tatsache, dass JCI seine Sitzsparte 2016 an Adient Automotive verkaufte, machte es offenbar nicht leichter, das ehrgeizige Produktionsziel zu erreichen.
MoPaHyb packt die industrielle Serienfertigung an
Die Adient Engineering & IP GmbH trat dem MoPaHyb-Projekt bei, während sich JCI, nunmehr „Yanfeng Automotive Interiors (YFAI)“, auf andere Innenraumlösungen konzentrierte.
Hergestellt wurden die Camisma-Rückenlehnen auf einer Pressanlage bei Evonik, einem weiteren Projektpartner. Zu diesem Zeitpunkt hatte das Unternehmen die Beteiligung im früheren ECO2 Science-to-Business Center begonnen und später in seinem Projekthaus Composites fortgesetzt. Evonik verband damit die Hoffnung, sein Polyamid 12 für spritzgegossene Rippen einsetzen zu können, und zwar in einem „in-situ“-Verfahren mit hochflüssigen Monomeren aus eigener Produktion. Bei diesem innovativen Prozess durchdringen die Monomere die Carbonfaser(CF)-Materialien leicht und gleichmäßig und polymerisieren dann erst in der Presse oder dem Spritzgießwerkzeug zu hochviskosem PA12.
Trotz einiger Vorteile des in-situ-Verfahrens fiel der Beschluss, in den Camisma- und MoPaHyb-Projekten ausschließlich die konventionelle PA6-Schmelzimprägnierung von UD-Fasern und -Vliesen zu verwenden. Die skelettartige Versteifungsstruktur ist in den Bereichen der Sitzanbindung der MoPaHyb-Lehne angebracht. Sie wird mit CF-UD-PA6-Tape-Einlegern realisiert. Doch auch Rippen aus Langfaser-verstärkten Thermoplasten (LFT) auf Basis von Glasfasern in einer PA6-Matrix können nach Angaben aus dem Projekt zur Versteifung der Struktur beitragen.
Viele Akteure bündeln Kompetenzen
Durch den Beschluss gegen das in-situ-Verfahren wird verständlich, dass Evonik kein MoPaHyb-Partner wurde. Allerdings haben sich Spritzgießmaschinenhersteller Arburg und Pressenhersteller Dieffenbacher dem Projekt angeschlossen. In einer Stellungnahme von Arburg im März 2020 heißt es: „Derzeit werden große Strukturbauteile oft nur in Form von duroplastischen Faserverbundwerkstoffen eingesetzt. Thermoplastische Kunststoffe bieten jedoch wesentliche Vorteile, zum Beispiel bei der Verarbeitung und Recyclingfähigkeit“, so Arburg.
Und Prof. Frank Henning, stellvertretender Leiter des Fraunhofer ICT, hob 2019 im Abschlussbericht MoPaHyb die Modularität des Ansatzes hervor, wodurch unterschiedlichste Akteure ihre „Kompetenzen entlang der Wertschöpfungskette verbinden“ könnten. Hybride Systeme bieten ein hohes Potenzial zur Ressourceneinsparung, so seine Einschätzung. „Im BMBF-Projekt MoPaHyb haben die Partner in herausragender Zusammenarbeit einen richtungsweisenden Ansatz erarbeitet und validiert.“
Seit September 2018 befindet sich im MoPaHyb-Technikum am Fraunhofer ICT in Pfinztal eine Arburg-Spritzgießmaschine mit Multilift-Linearroboter, die mit einer Faser-Direkt-Compoundieranlage FDC 4600 ausgestattet ist. Diese FDC-Einheit befüllt das Spritzgießcompound mit auf Maß geschnittenen Langfasern – dazu später mehr. Die Arburg SG-Maschine steht neben einer hydraulischen Dieffenbacher-Presse mit einer Schließkraft von 3600 t. Das gleiche System, jedoch mit einer kleineren Presse von 2500 t, befindet sich auch im Fraunhofer-Projektzentrum für Verbundwerkstoff-Forschung am Ulsan National Institute of Science and Technology (FPC@Unist) in Südkorea. Auch in Kanada hat das Fraunhofer ICT ein Center für Verbundwerkstoffe eingerichtet.
Manfred Reif, Leiter des Geschäftsbereichs Composites bei Dieffenbacher, kündigte im November 2019 an, dass „wir aufgrund der positiven Erfahrungen aus dem MoPaHyb-Projekt künftig die Dieffenbacher-Spritzpressen auch in Kombination mit einer FDC-Spritzeinheit von Arburg auf dem Markt anbieten werden“.
Der Einsatz einer Arburg-Maschine zusammen mit einer Diffenbacher-Presse ist auch aus historischer Sicht interessant. Beide Unternehmen begannen in den 1950er-Jahren als Konkurrenten mit der Produktion von Spritzgießmaschinen. Dieffenbacher entschied kurz darauf, sich auf den Bereich Pressenausrüstung zu fokussieren, in dem das Wettbewerberfeld kleiner erschien.
MoPaHyb-Prozess ist schnell und komplex
Wie funktioniert nun die MoPaHyb-Fertigungslinie? Es beginnt mit dem Einlegen von Metalleinsätzen ins Presswerkzeug, die Verbindungstechnikspezialist ARaymond mit Gewindeeinsätzen liefert. Die umgeformten und gestanzten Bleche sind laut Adient aus feingewalztem mikrolegiertem Stahl HC500LA hergestellt und hoch belastbar. Die Metalleinsätze dienen als sogenannte „Recliner“ und definieren die Neigung der Sitzlehne.
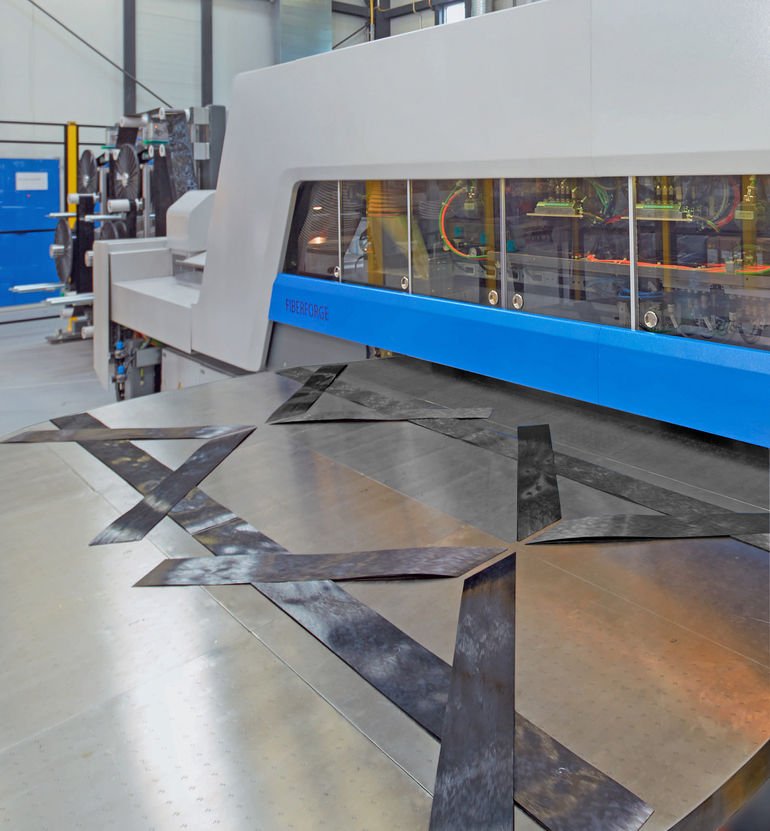
Parallel konfiguriert ein Tapelegesystem von Dieffenbacher (Fiberforge 4.0) ein mehrlagiges Tape belastungsgerecht. Es wird erwärmt, im Vakuumgreifer von J. Schmalz warmgehalten und im Kuka-Roboter vorgeformt, bevor es ebenfalls ins Werkzeug gelangt.
Dort passieren nun die entscheidenden Prozessschritte: Das Hybridbauteil erhält die finale Form und Konsistenz. Die Spritzeinheit der Arburg-Maschine fährt in die Werkzeug-Öffnung der Dieffenbacher-Presse ein. Bei geschlossener Presse werden das CF-PA6-Vlies verstärkt sowie CF-UD-PA6-Band, Organoblech und Metalleinlegeteile verpresst oder umgeformt und mit Thermoplastschmelze selektiv überspritzt – typischerweise einem zu 47 % Langglasfaser-verstärkten Polypropylen (LGF-PP). Damit die Haftfestigkeit zwischen Metall und Kunststoff möglichst hoch ist, lässt sich die Metalloberfläche optional beschichten oder aber mit einem Lasersystem von Trumpf strukturieren.
Inline entsteht das Spritzgieß-Compound mit spezifischer Faserfüllung
Welchen Beitrag das bereits erwähnte Arburg-Aggregat FDC 4600 für eine ressourcenschonende und effiziente Produktion der hochfesten Leichtbauteilen leistet, war in einer virtuellen Präsentation auf dem Kongress PIAE 2020 im Juli zu sehen. Das Aggregat zum Faser-Direkt-Compoundieren (FDC) wurde in Zusammenarbeit mit dem SKZ – Das Kunststoff-Zentrum in Würzburg entwickelt. Martin Hoyer, Leiter der Anwendungstechnischen Entwicklung bei Arburg, präsentierte es nun als Teil der MoPaHyb-Anlagentechnik.
Wie die virtuelle Präsentation zeigte, erhält der Thermoplast seine Langlasfasern inline in der Produktion. Die seitlich an der Spritzgießmaschine montierte FDC-Einheit bereitet die Glasrovings auf: Durch eine Walze mit drei bis 18 Messern werden sie je nach Bedarf auf 33,6 bis 3,6 mm Länge geschnitten und über eine Doppelwellen-Fördereinheit direkt der Schnecke der Spritzgießmaschine zugeführt. Dadurch entgehen die Fasern den Scherkräften, die beim Aufschmelzen und Homogenisieren von Compounds auftreten, und sie erheblich verkürzen – ein Effekt, der zu Lasten der Compoundverstärkung geht.
Das in der Spritzgießmaschine hergestellte Compound ist laut Arburg um bis zu 45 % günstiger als handelsübliche Fertigcompounds mit Langglasfasern, unter anderem weil es nur einen Schmelzvorgang statt zweien gibt.
Hoyer nannte Kosten von 1,46 Euro/kg mit FDC gegenüber 2,65 Euro/kg für Standardgranulat mit 30 %-LGF-PP „ohne Verlust der mechanischen Eigenschaften“. Hier sollte erwähnt werden, dass Compoundhersteller dazu neigen, Aussagen über Kosteneinsparungen in direkten Prozessen herunterzuspielen – sie vermuten, dass teure Additive nicht immer in die Berechnung einbezogen sind.
Allerdings spricht für FDC auch die für das MoPaHyb-Projekt wichtige Flexibilität, nach Bedarf die Mischung ändern zu können und dabei nicht vom Compoundhersteller abhängig zu sein.
MoPaHyb entwickelte auch eine Unterbodenstruktur
Beim Fraunhofer ICT wird Wert darauf gelegt, dass sich MoPaHyb neben der Sitzlehne auch einer PKW-Unterbodenstruktur aus Carbonfaser-verstärktem Kunststoff widmete. Die thermoplastische Struktur aus PA6 wird im LFT-Fließpressverfahren hergestellt, LFT wird in den Bereichen Querträger und Schwelle noch mit UD-Tapeeinlegern verstärkt. Diese Struktur wurde als Metallersatz im Projekt MAI qfast des Exzellenzclusters MAI Carbon entwickelt.
Interessant ist ein Vergleich der Sitzlehne aus MoPaHyb mit jener aus dem Projekt ReCaHiT: ICT-Forscher Sascha Kilian hat verraten, dass in anderen Rückenlehnenprojekten auch eine Spritzgießmaschine von Engel Austria mit In-Mould-Compounder zum Einsatz kommt. Diese Anlage integriert ebenfalls die LFT-Produktion in den Spritzgießprozess, wenn auch mit anderer Technik als FDC, vermutlich mit einer angekoppelten Extrusionseinheit.
In ReCaHit arbeiten die Wagenfelder Spinnereien mit den Instituten DITF und STFI zusammen und zielen darauf ab, lange recycelte Carbonfasern (rCF) statt der üblichen Kurzfasern zu nutzen, um die mechanischen Eigenschaften zu steigern – zum Beispiel in Sitzlehnen, aber nicht nur.
Kontakt:
Fraunhofer-Institut für Chemische Technologie ICT
Joseph-von-Fraunhofer Str. 7
76327 Pfinztal
Tel.: +49 721 4640–0
www.ict.fraunhofer.de
Die Projektpartner
Partner im Projekt Camisma:
Celanese, Evonik, HBW Gubesch Thermoforming, IKA, ITA, JCI, Toho Tenax
Partner im Folgeprojekt MoPaHyb:
Adient, ARaymond, Arburg, Dieffenbacher, Fraunhofer ICT, GK Concept, PTKA KIT, Kuka, Porsche, Schmalz, Siemens, Trumpf, VDMA, wbk
Kooperation ist das A und O
Flexibel und schnell sollen sich hybride Composite-Linien auslegen lassen. Dass 14 Partner in MoPaHyb involviert waren, zeigt die Größe dieser Herausforderung. Zweifellos war das Projekt ein Erfolg – sonst würden Dieffenbacher und Arburg nicht weitermachen. Die Ergebnisse machen das Potenzial modularer Anlagen deutlich, den hybriden Leichtbau effizient zu nutzen – auch wenn die Vielfalt an Lösungen steigt. Schon während des Projekts sind zig Ideen hinzugekommen. Wichtiger ist daher, dass die Partner ihre Zusammenarbeit trainiert und Know-how erworben haben. So kann es nun weitergehen.









{kind=link}