

Bisher ist Herrmann Ultraschall auf das Verschweißen von Kunststoffen spezialisiert. Doch die Anfragen zum Schweißen von Metallverbindungen häuften sich. Daraufhin hat sich das Karlsbader Unternehmen entschlossen, die jahrzehntelange Erfahrung in der Prozessoptimierung für eine Technologieentwicklung zu nutzen und ein eigenes Schweißsystem für Metalle auf den Markt zu bringen:
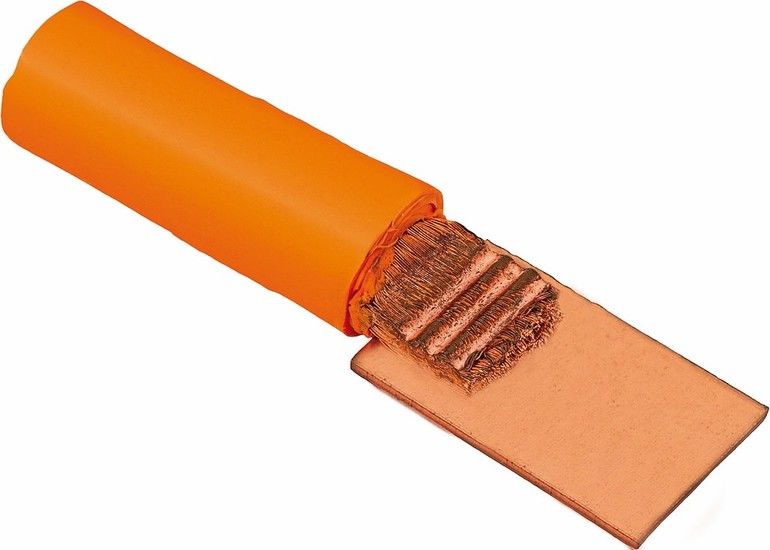
HiS Vario befindet sich aktuell in der Feldtestphase und geht mit zwei Maschinentypen an den Start. Beide sind „Spotwelder“ – eine speziell für Batterieanwendungen konzipierte Maschine und eine Kabel-Terminal-Maschine, die Kabelenden mit metallischen Anschlussstücken verschweißt.
Ultraschallschweißen ist ein sauberer, sicherer und umweltfreundlicher Prozess. Es eignet sich zur Vor- und Hauptschweißung von Anode und Kathode in der Produktion von Lithium-Ionen-Batterien, aber auch, um elektrische Verbindungen in der Automotive-, Consumer- und Electronics-Industrie herzustellen. Das Verfahren lässt sich als Handarbeitsplatz einsetzen oder automatisiert in Produktionslinien integrieren. Die Vorteile sind:
- Kurze Schweißzeiten
- Hohe Festigkeit
- Niedriger Energieverbrauch
- Keine Verbrauchsmaterialien
Das Ultraschallschweißen verbindet vor allem leitfähige Bunt- und Edelmetalle, wobei Kupfer-Aluminiumverbindungen rund 90 % der Anwendungen ausmachen.
Die zum Fügen benötigte Energie wird mittels mechanischer Schwingungen eingetragen. Der Ultraschallgenerator generiert dazu elektrische Schwingungen im 20- oder 35-kHz-Bereich aus dem 50-Hz-Netzwechselstrom und wandelt sie über einen Konverter in mechanische Schwingungen mit der gleichen Frequenz um.
Das Schweißwerkzeug, Sonotrode genannt, überträgt die Vibrationen auf die Fügepartner, indem sie an das ihr zugewandte Fügeteil ankoppelt und es quer zur aufgebrachten Schweißkraft in Schwingungen versetzt. Das gegenüberliegende Fügeteil ist in einem strukturierten Amboss fixiert und bewegt sich nicht. Dadurch kommt es zu einer Relativbewegung zwischen beiden Teilen und zu Reibung.
Schwingungen brechen Oxidschicht auf
Die intensive Reibung bricht an den Fügestellen die vorhandene Oxidschicht auf und verschweißt die beiden Fügeteile unter gleichzeitiger Druckeinwirkung zu einer stoffschlüssigen Verbindung. Entscheidend für das Verschweißen ist nicht die entstehende Wärme, die weit unter dem Schmelzpunkt liegt, sondern die Relativbewegung beider Fügepartner.
Aufgrund der geringen Prozesswärme verändert sich das Materialgefüge im Werkstoff nicht nachteilig. Allerdings kommt es beim Metall-Metall-Kontakt zu Partikelabrieb, der beherrscht werden will – die besondere Herausforderung beim Ultraschallschweißen von Metallen. Die Materialstärke der Fügepartner beträgt bei Kupferblech je nach Schweißfläche maximal 2 bis 3 mm. Der Leistungsbedarf hängt von der Anwendung ab und liegt zwischen 1000 und 6200 W.
Wichtige Prozessvisualisierung
Die Systemsteuerung kontrolliert die Prozessparameter und visualisiert sie auf den HiS-Vario-Geräten. Diese grafische Darstellung von Kennwerten wie Amplitude, Energie, Füge-Weg und Schweißkraft auf dem Maschinenbildschirm stellt sich als wichtiges Instrument heraus, um Prozess-Stabilität zu gewährleisten. Für jede Anwendung muss ein passendes Prozessfenster ermittelt werden, um Material- und Fertigungstoleranzen auszugleichen. Alle vorgeschalteten Prozessschritte der Zellfertigung sind dabei zu beachten.
Gerade bei der teuren Batteriezelle hat die Ausschussminimierung eine hohe Priorität. Beim Ermitteln der Schweißparameter muss ganzheitlich gedacht werden. So müssen die Anwendung und das Material ebenso in Betracht gezogen werden wie die Produktionsumgebung. Daher ist es wichtig, den Lieferanten der Ultraschalltechnologie so früh wie möglich in die Produktentwicklung einzubeziehen.
Herrmann Ultraschall sieht in der feinen Parametrierung große Chancen, die Produktionsqualität und Lebensdauer der Sonotroden zu erhöhen. Korrelationen zwischen Prozess-Stabilität und Partikelreduktion sind erkennbar. Ebenso zeigt sich, dass die Standzeiten vom Energieeintrag und der Stabilität des Konverters abhängen.
 André Deponte, Geschäftsbereichsleiter Metalle bei Herrmann Ultraschall
André Deponte, Geschäftsbereichsleiter Metalle bei Herrmann Ultraschall„Prozessbeherrschung ist das A und O“
Wo sind die Schmerzpunkte beim Ultraschallschweißen von NE-Metallen?
Oft wird über mangelnde Prozessstabilität und den hohen Werkzeugverschleiß geklagt. Der Prozess ist sehr abrasiv. Eine Faustregel sagt: Je nach Material ist die Sonotrode aus Stahl nach 100.000 Schuss verschlissen und muss gewechselt werden. Dies läuft auf eine Lebensspanne von zwei Wochen hinaus, beim Wechsel geht wertvolle Produktionszeit verloren.
Was tun Sie dagegen?
Wir haben ein System entwickelt, dass die Rüstzeiten verringert. Bisherige Wechselzeiten von bis zu zwei Stunden wollen wir um ein Vielfaches unterbieten. Unser Ziel sind zehn Minuten – das wäre ziemlich revolutionär. Zusätzlich floss viel Zeit in das Design, um eine intuitivere Handhabung zu gewährleisten.
Können Sie auch die Standzeit der Werkzeuge erhöhen?
Je feiner Sie den Prozess steuern, umso stabiler und partikelfreier wird er. Dazu haben wir unsere Prozess-Parametrierung und -Visualisierung weiterentwickelt. Heute können wir schon sagen, dass wir 5 % mehr herausholen werden.
Ist noch mehr drin als die 5 %?
Daran forschen wir mit der Universität Freiburg als Hochschulpartner. Unser Ziel ist es, die Standzeit der Sonotroden um 20 bis 30 % zu erhöhen. Aber das wird noch dauern. Ich rechne mit ungefähr drei Jahren, bis wir mehr wissen.

Hier finden Sie mehr über:








{kind=link}