







Eigentlich ist es ganz einfach. Die Maschine greift sich ein Rohr, bringt es auf Länge, bearbeitet die Enden, bringt eventuell Querbohrungen an, wäscht das bearbeitete Stück und bläst es trocken. Fertig.
Eigentlich sollte das Ganze für Spinner Automation auch deshalb nicht so schwierig sein, weil die Anforderung an die Genauigkeit für diese Rohre „lediglich“ bei einem 1/10 bis einige 1/100 Millimeter liegen. Der Automations-Spezialist aus dem schwäbischen Markgröningen kann größere Präzision liefern. Doch den 60 Mitarbeitern fiel vor einem dreiviertel Jahr die Kinnlade runter, als Jörn Maier, einer der drei Geschäftsführer, sagte, dass die Regel-Losgröße für die Maschine zwischen vier und 16 Teilen liege, auch mal Einzelteile gefragt seien und es schlappe 5000 Varianten gibt. Zudem sollte die Anlage ausbaufähig sein. Das Ganze selbstverständlich vollautomatisch, so dass keine manuellen Tätigkeiten notwendig sind, wenn zwischen verschiedenen Durchmessern gewechselt werden muss.
Auftraggeber war die KW Automotive GmbH. Innerhalb von 25 Jahren entwickelte sich das Unternehmen zu einem Premium-Hersteller für sogenannte Gewindefahrwerke, der Autotunern, Fahrzeugveredlern und Rennsportlern ein Begriff ist. Ob VW oder Mini Cooper, Porsche oder BMW, Audi oder AMG, sie greifen auf die bisher ausschließlich händisch gefertigten Produkte aus Fichtenberg östlich von Stuttgart zurück. Genauso wie die Hälfte der Fahrzeuge, die 24-Stunden-Rennen bestreiten – seit 2002 gehörte KW Automotive etwa am Nürburgring sechs Mal zum Gewinnerteam.
Ziel: Lagerkosten runter, Qualität rauf
Seit Mitte September steht die Maschine in der Fertigung und ist der erste Vollautomat des mittelständischen Betriebes mit 400 Mitarbeitern – unter anderem auch in Nordamerika, England und der Schweiz. Doch automatisch gefertigt wird lediglich die erste Komponente: ein bearbeitetes Rohr in und um das herum die Fahrzeugdämpfung weiterhin von Hand gebaut wird. „Letztlich war es eine Bauchentscheidung“, sagt KW-Projektleiter Martin Wagner. „Wir wollen einerseits die Lagerkosten reduzieren und andererseits die Qualität erhöhen“. Die Investition von mehr als einer Million Euro soll sich über die Jahre amortisieren.
Für den Golf Typ 7 und 8 kommen monatlich für rund 400 Fahrzeuge Bestellungen herein. Die 1600 Rohre können jetzt in einem Rutsch über Nacht gefertigt werden. Ein Auftrag für eine kleine Stückzahl kann dazwischen geschoben werden, wenn ohnehin Rohrmaterial mit dem passenden Durchmesser bearbeitet wird. Zusammen mit der Digitalisierung des gesamten Lagers erwartet sich das Unternehmen zudem eine höhere Transparenz über den aktuellen Bestand und eine effizientere Steuerung.
Farbmarkierungen reduzieren Fehlerrisiko
Es fängt mit dem Stangenlader an: Auf zehn Fächer mit unterschiedlichem Stangendurchmesser kann der Roboter zugreifen. Fächer und Stangen sind farblich markiert, so dass Produktionshelfer beim Nachfüllen im Prinzip keine Fehler machen können. Diese Fehlerreduktion war eine wichtige Vorgabe von KW Automotive. Wird eine Stange nicht in der vollen Länge benötigt, legt der erste Roboter den Rest zurück ins passende Fach und die Software registriert diese Teile, um sie für einen folgenden Auftrag zu verwenden.
Diese Anforderung hat Jörn Maier an verschiedene Hersteller von Stangenladern verschickt. Fast alle waren im Verhältnis zur gesamten Maschine zu teuer: Meist weil sie auf Massenproduktion ausgelegt waren. Lediglich ein Anbieter telefonierte mit ihm, kam nach Markgröningen und diskutierte mit dem 37-jährigen Maschinenbauer. Die beiden Automationsexperten entwickelten dann Schritt für Schritt für den Stangenlader eine Lösung, die alle Kundenanforderungen erfüllt. „Sämtliche Abschnitte der Maschine sind einzigartig“, sagt Maier, der sich vor acht Jahren bei Spinner Automation auf eine Konstruktionsstelle beworben hatte, dann vom Inhaber Dominik Jauch im Vertrieb und in der Entwicklung eingestellt wurde, weil es „einfach menschlich“ passte.
Im nächsten Schritt wird das Rohr CNC-gesteuert bearbeitet: Auf Länge gebracht, die Enden je nach Bedarf gefast und dann mit präzisen Querbohrungen versehen. „Die haben uns in diesem Abschnitt am stärksten gefordert, weil es so viele Variationen gibt“, berichtet Maier. Danach greift sich der zweite Roboter das Stück und packt es in die „Waschmaschine“.
Eigenentwickelte Reinigungsanlage
Ursprünglich dachten die 15 an der Entwicklung beteiligten Spinner-Mitarbeiter, dass sie für diesen Wasch-Prozess auch einen externen Partner finden würden. Doch auf dem Markt gab es kein geeignetes Angebot. Hindernis waren – wiedermal – die vielen unterschiedlichen Teilevarianten. Keine gängige Maschine wurde mit den verschiedenen Längen und Durchmessern fertig oder ließ sich entsprechend weiterentwickeln. Die KW-Qualitätsmanager waren während der Entwicklung der Anlage regelmäßig in Markgröningen, um zu prüfen, ob das Rohr restlos frei von Metall-Spänen ist. „Für uns war das komplettes Neuland“, gibt Spinner-Projektleiter Maier zu.
Letzter Schritt: Der Roboter greift sich die sauberen Stücke und legt sie in bestimmten Fächern eines zweiten Regales ab. Werden die fertigen Rohre zur weiteren Verarbeitung von einem Bediener entnommen, scannt er zunächst den QR-Code des Auftrags. Auch das soll Fehler vermeiden, denn jetzt zeigt ihm eine Lampe das richtige Fach an. Nachdem er die Rohre entnommen hat, setzt der Computer die Anzahl im Fach wieder zurück.
Der kompetente Eindruck, den Martin Wagner nach den ersten Gesprächen hatte, verfestigte sich zunehmend. „Wir waren immer im Zeitplan. Die Zusammenarbeit hat gut funktioniert und war unbürokratisch“, resümiert der gelernte Kfz-Meister, der lange in Versuchs- und Entwicklungsabteilungen gearbeitet hat und seit sieben Jahren Projektleiter bei KW Automotive ist.
Die Zukunft erfordert agile Arbeitsorganisation
Ein Grund für den Erfolg des Projektes ist, dass sich Dominik Jauch und Jörn Maier auf die Kompetenz und die Kreativität ihrer Mitarbeiter verlassen. „Wir werden von unseren Kunden praktisch immer vor Herausforderungen gestellt, deren Lösung wir in den ersten Wochen noch nicht sehen“, erzählt der 41-jährige Firmen-Chef. Einer allein könne die Komplexität der Kundenwünsche nicht mehr überblicken. Selbst klassisches Projektmanagement scheitere, wenn Vertrieb, CAD-Konstruktion, Produktion und IT-Entwicklung ineinandergreifen müssen. Deshalb stellte Jauch sein Unternehmen bereits 2012 vom Kopf auf die Füße: Er übergab die Verantwortung Teams, die über die jeweils notwendigen Kompetenzen verfügen und gemeinsam passende Lösungen entwickeln. Für ihn ist das die Zukunft der deutschen Industrie: „Unsere Stärke ist die individuelle Fertigung. Deren Komplexität können wir aber nur durch agile Arbeitsorganisation bewältigen“, so der Nebenerwerbs-Bio-Landwirt.
Deshalb sah sich auch Jörn Maier lediglich als ein Bestandteil des Teams und öfter in der Moderatorenrolle als in der des Fachmannes. Je nach Thema hatten etwa Konstrukteure, Programmierer oder gar Monteure im Kundengespräch den Hut auf. „Vor fünf Jahren hätten wir das Projekt wahrscheinlich nicht gestemmt“, sagt der Geschäftsführer, doch in dieser Zeit hat sich Spinner über diverse Projekte umfangreiches Fachwissen erarbeitet oder mit neuen Mitarbeitern zusätzliches Know-how ins Haus geholt. Weil Agilität in allen Phasen gelebt wird, konnten die Mitarbeiter selbst entscheiden, ob sie das Interesse und den Biss für dieses komplexe Projekt hatten.
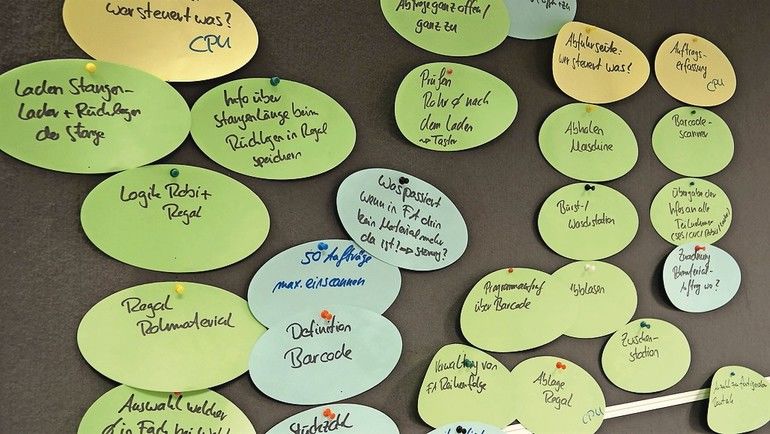
Schließlich saß Maier vor rund einem dreiviertel Jahr mit 15 Kollegen im Tagungsraum. Sie schrieben erste Lösungsideen auf Metaplankarten. Jeder Teilnehmer auf Augenhöhe mit den anderen, so dass intensiv diskutiert und jederzeit widersprochen werden konnte. Ursprünglich Scrum-orientiert hat Spinner die Methode über die Jahre in der Praxis verändert, manche Dogmen gebrochen und den eigenen Bedürfnissen angepasst.
Damit der Vollautomat ins System von KW Automotive passt, waren immer wieder die Programmierer gefragt. So mussten sie etwa die Daten auf den Monitoren im kundenspezifischen „Look“ visualisieren, so dass die Maschine für das Personal gewohnheitsmäßig und leicht zu bedienen bleibt. Fehlerreduktion direkt an der Maschine war gewünscht. Und nach den entsprechenden Vorarbeiten sollte die Anlage komplett aus dem Büro gesteuert werden können.
Kontakt:
Spinner Automation GmbH
Elly-Beinhorn-Str. 4
71706 Markgröningen
Tel.: +49 7145 93508–0
www.spinner-automation.de
Spinner Werkzeugmaschinenfabrik GmbH
Rudolf-Diesel-Ring 24
82054 Sauerlach
Tel.: +49 8104 803–0
www.spinner.eu.com
KW automotive GmbH
Aspachweg 14
74427 Fichtenberg
Tel.: +49 7971 9630–0









{kind=link}