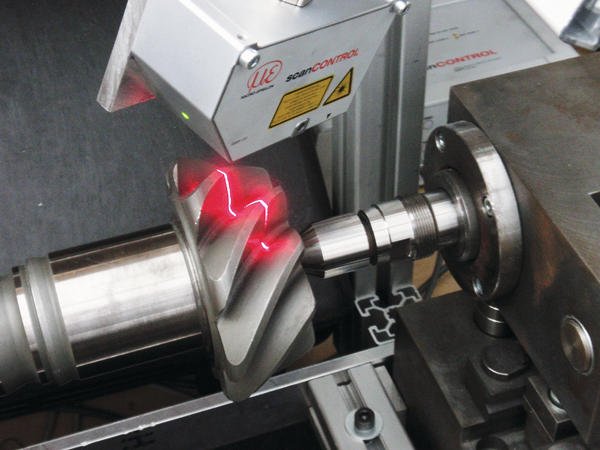

Axiale Bauteile wie Getriebewellen oder Kegelräder können sich während der Herstellung verziehen. Der Rundlauf muss deshalb überprüft werden. Für das Erfassen des Oberflächenprofils nutzt EHR einen Laserscanner.
Metallische Werkstücke und Bauteile, die in Getrieben eingesetzt werden, müssen nach der Bearbeitung meist noch einmal gehärtet werden. Der Grund sind Versetzungen im metallischen Gefüge, die durch plastische Verformungen während des Bearbeitungsprozesses entstehen. Um die mechanische Widerstandfähigkeit zu erhöhen, wird der Stahl gehärtet. Durch gezielte Wärmebehandlungen wird das Gefüge geändert und dadurch die Bewegungen von Versetzungen behindert. Dabei kann sich das Bauteil etwas verziehen. Bei axialen Bauteilen, die sich drehen sollen, kann das zur Folge haben, dass sie unrund laufen. Dies muss gemessen und gegebenenfalls durch so genanntes Richten korrigiert werden.
Der Rundlauf wird in der Regel durch taktiles Messen der Zahnstrukturen ermittelt. Dabei wird eine Kugel radial zwischen alle Zähne eingeführt und der zurückgelegte Weg mit einer Messuhr bestimmt. Der Werker dreht dazu das Werkstück mit der Hand, mit der anderen führt er die Kugel ein und liest schließlich noch die Messuhr ab. Damit bei diesem subjektiven Vorgehen nicht übermäßig viele systematische Fehler passieren, braucht der Werker viel Erfahrung und ein gutes Auge.
Zur objektiven Messung der Rundlaufeigenschaften setzt die EHR GmbH einen Profilscanner des Herstellers Micro-Epsilon aus Ortenburg ein. Das Modell Scancontrol 2800–25 digitalisiert dabei die 3D-Struktur des Zahnbereichs. Die Triangulation für die Abstands- und Entfernungsmessung basiert auf einer einfachen trigonometrischen Beziehung. Der Laser projiziert einen Punkt oder eine Linie auf das Objekt. Das dort diffus reflektierte Licht wird über die lichtempfindliche Empfangseinheit aufgenommen. Entfernt sich das Objekt, ändern sich auch der Lichteinfallswinkel und damit die beleuchtete Stelle auf dem Empfangselement. Abstand und Winkel zwischen Laserdiode und Empfangseinheit sind aus der Sensorkonstruktion bekannt. Gesucht wird der Abstand von der Laserdiode zum Objekt. Durch einfache Trigonometrie lässt sich diese Strecke präzise berechnen.
Als Lichtquelle dient eine Laserdiode, die einen annähernd punktförmigen Laserstrahl erzeugt. Durch spezielle Linsen entsteht aus dem Laserpunkt eine Linie. Bei einer Messung wird das diffus gestreute Licht der Linie von einem hochempfindlichen CMOS-Chip detektiert, der ein präzises Abbild des Oberflächenprofils erzeugt. Jede Veränderung des Profils verändert auch die abgebildete Linie und erzeugt damit ein anderes Abbild auf dem Chip. Die Linie ist letztendlich eine Aneinanderreihung von Punkten. Der Profilscanner kann bis zu 256 000 Messpunkte in der Sekunde erfassen.
Der Scanner ist so zum Bauteil ausgerichtet, dass die Laserlinie quer über den Zähnen des Bauteils liegt. Dreht sich das eingespannte Bauteil, wird der gesamte Zahnbereich dreidimensional digitalisiert. Die gemessene 3D-Punktewolke lässt sich anschließend individuell auswerten. Um eine Vergleichbarkeit zum taktilen Auskugeln herzustellen, werden rein rechnerisch, also digital, Kugeln zwischen die Zahnflanken gelegt. Gerade die Vergleichbarkeit beider Messmethoden ist wichtig für die Akzeptanz beim Anwender.
Ein weiterer Vorteil beim digitalen Auskugeln ist der einfache Wechsel des Kugeldurchmessers. Durch einfache Parametrierung kann der Anwender alle Varianten auswählen, die zwischen die Zähne passen sollen. Durch die hohe Zahl an Auswerteergebnissen wird eine Messunsicherheit besser als 5 µm erreicht. Diese Marke liegt sogar unter der Messauflösung des Laserscanners. Nach welchen Aspekten ausgewertet und gerichtet werden soll, entscheidet der Anwender. Die Einen legen Wert auf die Ermittlung des höchsten Zahns, damit das Getriebe leise läuft. Andere achten auf die Unwucht, die aus allen Zahnhöhen ermittelt wird, damit das Getriebe wenig vibriert. Je nach Präferenz wird neben dem Maß der Unwucht auch die Richtung oder der Drehwinkel ausgegeben. Der gibt an, in welcher Drehposition gerichtet oder gedrückt werden muss.
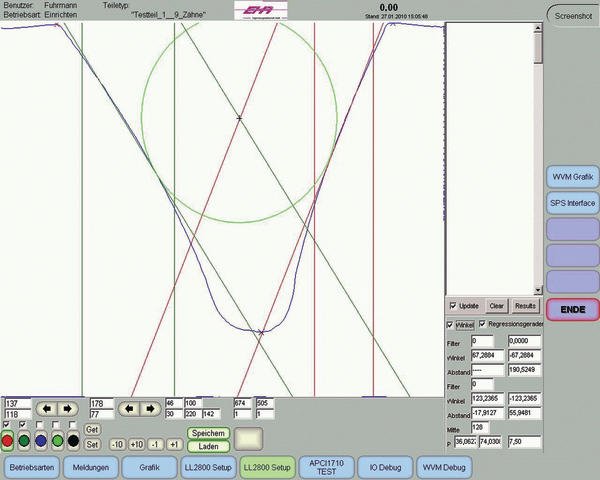
Das Ergebnis der Rundheitsmessung eines Kegelrads wird über die Software visualisiert. Die Abweichungen zum optimalen Kreis werden dabei mit einem Faktor 100 versehen, um den Rundlauffehler sichtbarer zu machen. Die Messergebnisse werden über eine frei definierbare Schnittstelle, etwa über Profibus, an die Richtmaschine übermittelt, die mit einem Pressenstempel an der richtigen Stelle mit geeigneter Kraft drückt. Zur Sicherheit wird im Anschluss ein zweites Mal gemessen. Das Messverfahren ist nicht nur genau, sondern auch schnell, so dass dafür noch genug Zeit bleibt.
Das berührungslos messende System prüft die Konzentrizität von rotationssymmetrischen Getriebebauteilen mit einer Genauigkeit von rund 5 µm. Das Verfahren ist genauer und schneller als herkömmliche taktile Messungen. Dadurch lässt sich das Richten der Bauteile automatisieren. Die Ausweitung des Messverfahrens auf andere, achsenähnliche Werkstücke ist möglich.
Christian Kämmerer Micro-Epsilon, Ortenburg
Teilen:








{kind=link}