
In der Aktor-Produktion von Bosch sorgt das Bildverarbeitungssystem Vinspec für Qualität und leistet einen Beitrag für effizientere Diesel- und Benzin-Motoren. Die neuen Piezo-Injektoren senken den Kraftstoffverbrauch, steigern die Motorleistung und mindern den Emissionsausstoß.
Das Kraftstoff-Injektions-System ist eine Kernkomponente von PKW-Motoren. Der Kraftstoff wird mit einer Pumpe auf ein hohes Druckniveau gebracht und dann mit Hilfe einer Düse durch ein Ventil in fein dosierten Mengen und Intervallen in den Motorzylinder eingeschossen. Bei den meisten Injektionssystemen wurde bisher das Ventil elektromagnetisch geöffnet und geschlossen. Bosch führt mit den Piezo-Aktoren eine neue Generation von Injektoren ein. Die Piezo-Aktoren steuern das Öffnen und Schließen der Injektor-Ventile schneller und präziser. Der komplette Verbrennungsprozess lässt sich effizienter gestalten. Kraftstoff wird gespart, der Emissionsausstoß reduziert, Motorengeräusche gemindert und die Motorleistung gesteigert.
Für die Aktor-Herstellung werden spezielle Keramikfolien verwendet, die den Piezo-Effekt aufweisen. Vor dem Stapeln der Folien werden diese im Siebdruckverfahren mit Elektrodenbahnen bedruckt. Um eine einwandfreie Funktion der späteren Aktoren zu garantieren, muss der Druck jeder Folie überprüft werden. Nicht nur Elektrodenbahnen, sondern auch Passmarken für das spätere Stapeln der Folien werden auf die Folien gedruckt und müssen überprüft werden.
Nach dem Bedrucken setzt ein Greifer die Folien auf ein Transportband. Schnelle Zeilenkameras nehmen Bilder aller Folien auf. Das Bildverarbeitungssystem Vinspec des Vision-Spezialisten Vitronic prüft den Druck auf Kriterien wie Löcher, fehlender Druck, Ausblutungen, korrekter Sitz der Elektrodenbahnen und Passermarken. Wenn alles in Ordnung ist werden die Folien getrocknet und zum nächsten Arbeitsschritt transportiert. Fehlerhafte Produkte werden ausgeschleußt, da sie nicht weiter verarbeitet werden können. Eine unbrauchbare Folie hat zur Folge, dass 500 Aktoren nicht hergestellt werden können.
Mehrere Folien werden zu einem Block gestapelt und anschließend in Aktoren zersägt. So erzielen sie den gewünschten Effekt und erreichen die erforderlichen Hübe. Die bedruckten Keramikfolien müssen hierfür exakt aufeinander gestapelt werden. Das Stapeln erfolgt vollautomatisch über einen Greifer auf einem Positioniertisch. Anhand der aufgedruckten Passermarken erkennt das Vision-System die Lage der Folie und errechnet die Abweichung zur Soll-Position. Die Abweichungsdaten werden an den Positioniertisch weiter gegeben. Jeweils eine Folie wird gegriffen und auf dem Positioniertisch exakt ausgerichtet. Ist der Block komplett, bekommt er eine Abschlussfolie und wird laminiert. Dadurch härten die Folien aus und es entsteht ein solider Block. Ohne Bildverabeitung wäre das exakte Positionieren und Stapeln der Folien nicht möglich. Das Vision-System ermöglicht die volle Automatisierung und sorgt dafür, dass nur funktionstüchtige Blöcke zu Aktoren weiter verarbeitet werden.
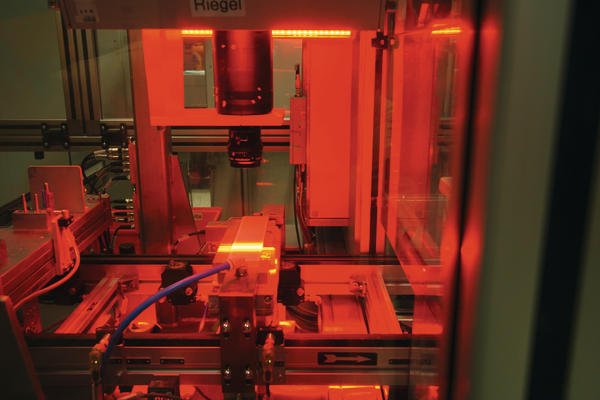
In den nächsten Arbeitsschritten werden die ausgehärteten Blöcke erst in Riegel und dann in so genannte Roh-Aktoren zersägt. Nach einem zuvor eingelernten Schnittmaß wird der Block mit einer speziell beschichteten Säge in Riegel zerteilt. Beim weiteren Zersägen der Riegel in die Roh-Aktoren ist Genauigkeit gefragt. Ein falscher Schnitt kann die Elektrodenbahnen unterbrechen und der Aktor ist unbrauchbar. Deshalb vermisst das Vision-System die Riegel vor dem Zersägen und gibt die Schnittpositionen an die Säge weiter. Dabei wird jeder Riegel individuell vermessen, damit der exakte Schnitt erfolgen kann. Die Genauigkeit bewegt sich dabei im Mikrometerbereich. Vor der Weiterverarbeitung werden die Roh-Aktoren optisch auf Funktion und Qualität geprüft. Dabei stehen Kriterien wie Aktormaße, Position der Elektroden und Elektrodenversatz auf dem Programm. Einwandfreie Aktoren werden vom Roboter von der Prüfposition in ein Ablagegitter positioniert und dort von Mitarbeitern entnommen.
Bevor die Aktoren in Kraftstoffinjektoren eingebaut werden können, müssen noch eine Isolationslackschicht und die Kontakte am Aktor angebracht werden. Die Kontaktbahnen in Form eines Lötzinngitters verbinden die Elektroden und leiten die elektrische Spannung weiter. Auch diese Schritte werden mit Kameras überwacht. Jeweils 16 Aktoren sind in einem Lackierrahmen eingespannt. In dieser Position werden die Aktoren von allen Seiten geprüft. Der Lack muss vollständig aufgebracht sein und darf keine Blasen und Einschlüsse haben. Ebenso muss die Kontaktbahn korrekt auf den Aktor gelötet und darf nicht mit Lack verunreinigt sein. Fehler führen später zu einem Kurzschluss und Ausfall. Nur bei fehlerfreien Aktoren kann die angelegte elektrische Spannung zum Erfolg führen und eine mechanische Reaktion auslösen.
An allen sechs Prüfstationen ist das Bildverarbeitungssystem mit einer grafischen Benutzeroberfläche ausgestattet. Über Monitore kann der Bediener die Prüfung beobachten und Prüfergebnisse, Live-Bilder und Anlagenstatus beobachten. Eventuelle Produktions-Drifts sind sofort zu erkennen. Alle Prüfergebnisse werden in standardisierten Dateiformaten abgespeichert. Dies ist die Grundlage für statistische Auswertungen, eine aktive Prozessoptimierung und eine flächendeckende Rückverfolgbarkeit.
Bärbel Weinert Mitarbeiterin bei Vitronic, Wiesbaden
Kleiner Aktor, große Wirkung
Der Piezo-Effekt bewirkt, dass Kristalle unter mechanischer Druckeinwirkung eine elektrische Spannung aufbauen. Durch Anlegen einer elektrischen Spannung lässt sich dieses Prinzip auch umkehren: Das Material verformt sich und mechanische Kräfte wirken. Für die Piezo-Aktoren wird eine spezielle Keramikfolie verwendet. Legt man eine elektrische Spannung an eine einzelne Keramikfolie an, ändert sich die Foliendicke lediglich um 0,01 µm. Schichtet man allerdings mehrere hundert Folien zu einem Aktor zusammen, entstehen Kräfte, die einen 300 kg schweren Körper im Bruchteil einer Sekunde heben können. Moderne Piezo-Aktoren sind genauso aufgebaut: Mehrere zu einem Block gestapelte Folienschichten sind mit Elektrodenbahnen bedruckt. Zu kleinen Blöcken zersägt bilden sie einen leistungsstarken Aktor.
Neue Technologien
Piezo-Aktoren für die Kraftstoff-Injektion in PKW-Motoren sind ware Zauberer: Das Auto braucht weniger Sprit, der Emmissionsausstoß wird geringer und trotzdem gibt es mehr Leistung. Neue Technologien brauchen aber auch ausgefeilte Techniken im Produktionsprozess. Piezo-Aktoren lassen sich nur mit Vision-Systemen automatisch herstellen. Ohne schnelle Zeilenkameras wäre eine effiziente Qualitätssicherung in der Fertigung nicht zu machen.
Teilen:







{kind=link}