







Superfinishen | Extreme Oberflächengüten lassen sich auf unterschiedlichen Wegen erreichen. Sowohl manuelles Polieren als auch automatisierte Verfahren wie das Polieren mittels Roboter und Laser oder das Glanzzerspanen mit Diamantwerkzeugen haben ihre Stärken und Grenzen. §
Autor: Haider Willrett
„Die umlaufenden Fasen am Alugehäuse des iPhone 5 wären anders nicht wirtschaftlich herzustellen“, sagt Alexander Becker. Zumindest nicht in der von Apple geforderten hochglänzenden Qualität, ergänzt der Geschäftsführer der Becker Diamantwerkzeuge GmbH in Puchheim bei München. Die Fasen werden von Werkzeugen mit Schneiden aus monokristallinem Diamant (MKD) gefräst. Bemerkenswert dabei: Rauigkeitswerte interessierten die Verantwortlichen von Apple nicht. Für sie zählte ausschließlich die Optik.
Immer mehr technische Anwendungen stellen extreme Anforderungen an die Oberflächengüte – sowohl bei Werkstücken wie dem iPhone-Gehäuse oder hochglänzenden Spritzgießteilen für Pkw-Innenräume als auch bei Werkzeugen und Formen, etwa für die Produktion von Fahrzeug-Scheinwerfern. Neben ästhetischen Gründen gibt es dafür auch handfeste technische Zwänge, wie etwa in der Fertigung hochpräziser Spiegel für Lasersysteme oder Teleskope.
Der Bedarf an automatisierten Verfahren fürs Superfinishen wächst permanent. Gründe dafür sind unter anderem der steigende Fachkräftemangel und die unattraktive Arbeit. Manuelles Polieren, eine Spezialistentätigkeit, die von den Fachkräften viel Erfahrung und handwerkliches Geschick fordert, ist monoton, zeitaufwändig und das Ergebnis hängt vom Polierer ab. Automatisierte Prozesse – wie das CNC-Drehen und -Fräsen mit Diamantwerkzeugen sowie das Polieren durch einen Roboter oder mittels eines Lasers – liefern reproduzierbare Ergebnisse. Doch es gibt kein universelles Verfahren, das sich überall gleichermaßen eignet.
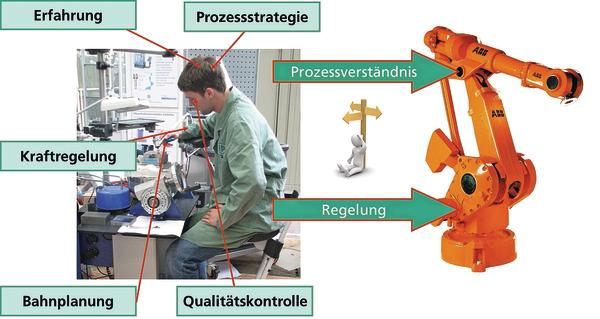
„Wir befassen uns seit 15 Jahren mit dem Polieren, dem Feinstbearbeiten von Oberflächen mit weichen Pads und Diamantpaste“, sagt Dr. Olaf Dambon. Der promovierte Ingenieur leitet die Abteilung Feinbearbeitung und Optik am Fraunhofer-Institut für Produktionstechnologie (IPT) in Aachen. Zunächst seien die Grundlagen der Abtragsmechanismen beim Polieren von Stählen erforscht, anschließend im Zuge verschiedener Projekte wie Moldfinish (2006 bis 2009) oder Polimatic (2010 bis 2013) eine Roboterzelle samt Prozessen und Werkzeugen fürs automatisierte Endbearbeiten entwickelt worden. Teilergebnisse werden mittlerweile kommerziell verwertet. So bietet die Aachener son-x GmbH, eine Ausgründung des IPT, Polierwerkzeuge an, die über eine HSK-Schnittstelle sowohl von einem Roboter aufgenommen als auch in ein Bearbeitungszentrum eingewechselt werden können.
„Zu den großen Herausforderungen für alle automatisierten Superfinish-Verfahren gehört die Bewertung der Oberflächengüte im Prozess“, sagt Dambon. „Ein erfahrener Polierer betrachtet die Fläche aus verschiedenen Blickwinkeln und weiß, ob und wo er nacharbeiten muss und wie die Bearbeitungsstrategie anzupassen ist. Das ist automatisiert noch nicht darstellbar.“
Einschränkungen gibt es beim Roboterpolieren auch hinsichtlich der Geometrie. Vor allem muss die Fläche für das Werkzeug gut zugänglich sein. Zudem sollte sie keine starken Krümmungen, Kavitäten oder abrupte Übergänge aufweisen. Um schnell zu guten Ergebnissen zu kommen, sollten die Flächen möglichst homogen vorbearbeitet sein und keine größeren Wellen oder Buckel haben. Ideal für das Verfahren geeignet sind deshalb beispielsweise große Umformwerkzeuge für Karosserie-Außenhautteile.
Um die Stärken des manuellen Polierens möglichst effizient mit denen des Roboterpolierens zu verbinden und die Schwächen beider Verfahren zu eliminieren, gehen die jüngsten Entwicklungen in Richtung einer Zelle, die Platz für einen erfahrenen Polierer und einen Roboter bietet. Der Kollege aus Stahl übernimmt die Hauptpolierarbeit, der Spezialist aus Fleisch und Blut überwacht und bewertet die Ergebnisse, greift bei Bedarf ein und bearbeitet kritische Stellen manuell. Entwicklungsbedarf besteht laut Dambon noch dahingehend, dem Facharbeiter durch einfache und intuitive Aktionen das Eingreifen zu erleichtern.
Die erreichbaren Oberflächengüten unterschieden sich beim automatisierten und manuellen Polieren laut dem Forscher kaum. Die verwendeten Pads und Polierpasten sind identisch. Zu den Vorteilen des Roboterpolierens gehören jedoch eine deutlich höhere Reproduzierbarkeit und Prozesssicherheit, sowie ein – inklusive der Programmierung – um mindestens Faktor 2 schnellerer Prozess. Außerdem kann der Roboter großflächige, unkritische Bereiche auch nachts oder am Wochenende autonom polieren.
Sowohl Dambon als auch Alexander Becker bestätigen, dass beim manuellen und automatisierten Polieren wie auch beim Glanzdrehen und -fräsen Ra-Werte im einstelligen Nanometer-Bereich durchaus realistisch sind. Beim Zerspanen mit monokristallinem Diamant seien dazu jedoch speziell geschliffene und an die jeweilige Anwendung angepasste Schneiden erforderlich. Grundsätzlich funktionieren MKD-Werkzeuge laut Becker beim Drehen und Fräsen gleichermaßen. „Allerdings sind beim Fräsen im Sinne einer hohen Produktivität meist mehrschneidige Werkzeuge gefragt, und darin liegt die Schwierigkeit, denn die Schneiden lassen sich kaum so exakt zueinander justieren, wie das für diesen Prozess nötig ist.“ Deshalb kämen auch beim Fräsen oft einschneidige Tools zu Einsatz.
Nicht ganz so perfekte Oberflächen entstehen beim Laserpolieren. Ein gebündelter Lichtstrahl glättet dabei metallische Oberflächen, indem eine dünne Randschicht umgeschmolzen wird. Dabei entstehen Oberflächen mit Ra-Werten zwischen 0,05 und 0,2 µm. Bislang kamen dafür vor allem gepulste Laser mit einigen 100 ns Pulsdauer oder Dauerstrichlaser zum Einsatz. Die Umschmelztiefe lag zwischen 100 nm bis 100 µm. Allerdings bestand bislang die Gefahr, dass kleinste Veränderungen prozessrelevanter Einflussgrößen – etwa inhomogene Materialien oder Verunreinigungen – die Oberflächengüte negativ beeinflussen. Aufgrund des instabilen Polierergebnisses konnten sich Laserpoliersysteme am Markt noch nicht durchsetzen.
Jetzt hat die Deggendorfer GFH GmbH ein Poliersystem entwickelt, das mit einem Ultrakurzpuls-Laser arbeitet. Diese Strahlquellen nutzen die Dampfphase des Materials zur Bearbeitung, Schmelze und damit verbundene Nacharbeit entfallen. Deshalb wurden UKP-Laser fürs Polieren bislang kaum in Betracht gezogen. Nutzt man jedoch die Eigenschaft der extrem kurzen Laserpulse sowie der damit verbundenen hohen Absorptionsfähigkeit der Photonen im Elektronengitter und betreibt den Laser bei Wiederholfrequenzen über 2 MHz quasi im Dauerstrichbetrieb, lassen sich die Systeme laut GFH durchaus auch zum Polieren einsetzen.
„Noch ist der Ultrakurzpuls-Laser als Polierwerkzeug nicht breit in der industriellen Anwendung“, sagt Anton Pauli. „Wir haben jedoch Pilotkunden, die bereits sehr gute Erfahrungen gesammelt haben, und gehen von einer deutlichen Zunahme der Verbreitung in absehbarer Zeit aus“, so der Geschäftsführende Gesellschafter von GFH weiter. Seit Jahren werde daran geforscht, Metalloberflächen mit dem Laser effizient zu polieren. Bislang seien die Versuche jedoch an den verfügbaren Strahlquellen und den zu langen Pulsen im Bereich von 100 ns gescheitert. „Die Prozesse waren einfach nicht robust genug“, erläutert der Diplomingenieur. Den Durchbruch hätten die Ultrakurzpuls-Laser gebracht, deren Pulsdauer im Bereich von 10 ps um den Faktor 10 000 kürzer ist. „Auch beim UKP-Prozess handelt es sich um gezieltes Umschmelzen der rauen Oberfläche. Durch die kürzeren Laserimpulse erreichen wir jedoch deutlich stabilere Prozesse“, erläutert Pauli. Heute seien mittels Laserpolieren Schmelzfilme mit einer konstanten Dicke von 10 µm möglich, unabhängig von den äußeren Einflussfaktoren. Mit den heutigen Strahlquellen sind laut Pauli Flächenleistungen zwischen 6 und 10 cm2/min möglich – je nach zu bearbeitendem Werkstoff. Sollte die Entwicklung der Strahlquellen so rasant weitergehen wie in den letzten Jahren, seien künftig Flächenleistungen von mehr als 30 cm2/min durchaus realistisch.
Diese Prozesstechnologie lässt sich in alle Maschinen von GFH implementieren. Die Wahl der Basismaschine hängt von der Anwendung ab. Das Standardmaschinen-Programm reicht bis zu Achsverfahrwegen von 640 mm x 445 mm. „Sollen größere Bauteile bearbeitet werden – etwa eine Pkw-Instrumententafel – dann kommt unser Sondermaschinenbau zum Zug.“
Zu den Potenzialen, die dieses Verfahren gerade auch dem Werkzeug- und Formenbau bietet, gehört unter anderem, dass sich relevante Teilbereiche gezielt polieren lassen. Dieses selektive Arbeiten spart nicht nur Zeit, es ermöglicht auch das definierte Strukturieren von Oberflächen.
Was den Einfluss der Umschmelzzone auf die mechanischen Eigenschaften angeht, sagt Pauli: „Natürlich hat das Laserpolieren einen Wärmeeinfluss auf die Oberfläche. Wir haben versucht, diesen messtechnisch zu erfassen, aber das ist schwierig. Aus unseren Versuchen und den Erfahrungen unserer Pilotkunden schließen wir jedoch, dass die Oberfläche eher härter und verschleißfester wird. Wir konnten weder eine Ablösung der Schicht noch Mikrorisse beobachten.“
Hinsichtlich der erzielbaren Oberflächengüte sagt Pauli: „Es geht um eine Verbesserung der Rauheit. Ist die Oberfläche bereits sehr gut, wird auch das Polierergebnis besser sein. Wir schaffen in jedem Fall eine Verbesserung um Faktor 6, je nach Anwendung sind auch um Faktor 8 bis 10 bessere Oberflächen durchaus möglich.“
Zu den Stärken des Verfahrens gehört, dass kein Werkzeugverschleiß auftritt, der Randschichteinfluss gering und die Prozessgeschwindigkeit hoch ist. „Die Investition für eine Anlage ist zwar vergleichsweise hoch, durch die geringen Betriebskosten kann sich das aber über die Lebenszeit mehr als ausgleichen“, betont der GFH-Chef. Grenzen sieht er – derzeit noch – vor allem bei großflächigen Teilen und Formen. „Dafür reicht die Prozessgeschwindigkeit noch nicht aus. Hier sind andere Verfahren wirtschaftlicher.“
Bearbeiten lassen sich mittels Laserpolieren alle Stähle. Auch Kupfer und Messing sind so gut zu glätten. Schwierig sei das Polieren von Aluminium, sagt Pauli. Genau dieser Werkstoff gehört – wie auch die anderen NE-Metalle und Composites – zu den Domänen des Zerspanens mit Diamantwerkzeugen. Im Werkzeug- und Formenbau eignen sich diese Schneidstoffe nicht nur zum Bearbeiten von Aluminium-Formen, auch die Elektrodenmaterialien Grafit und Kupfer lassen sich damit sehr gut zerspanen. Wichtig sei nur, dass der Siliziumgehalt nicht zu hoch liege, sagt Alexander Becker.
Problematisch war lange auch das Zerspanen von Titan, „denn wenn der Diamant zu heiß wird, geht die Schneide ganz schnell in die Knie“. Mit einer exakt positionierten Hochdruck-Kühlmittelzufuhr sei es inzwischen jedoch gelungen, die Temperaturen an der Schneide in akzeptablen Bereichen zu halten. Das Bearbeiten von Stahl sei mit MKD wegen des hohen Werkzeugverschleißes nur dann üblich, wenn extrem gute Oberflächen gefragt sind, und die Prozessanforderungen keine anderen Verfahren zulassen. Mit speziell geschliffenen MKD-Schneiden werden beispielsweise Laser- und Satellitenspiegel fertiggedreht. „Andere Verfahren haben den Nachteil, dass sie zwar hochglänzende Oberflächen erzeugen, beim Bearbeiten aber eine Welligkeit entsteht, die insbesondere bei optischen Komponenten extrem stört“, erläutert Becker.
Höchste Oberflächengüten mit Rauheiten im Nanometerbereich erfordern allerdings – neben anwendungsspezifisch optimierten Werkzeugen – auch extrem steife Bearbeitungsmaschinen. Zudem gilt es jegliche Vibration zu vermeiden. Das kann sogar spezielle Fundamente nötig machen. Alexander Becker ist überzeugt: „Wenn die Stabilität der Maschinen und die Effizienz der Kühlung besser werden, dann lassen sich beim Glanzdrehen und -fräsen noch einige Potenziale heben.“ •
Durch Glanzdrehen oder -fräsen entstehen reproduzierbar spiegelnde Oberflächen, die höchsten Maß- und Formtoleranzen genügen. Mit anwendungsspezifischen Diamantschneiden werden deshalb zum Beispiel optische Komponenten wie Laser- oder Satellitenspiegel fertigbearbeitet.
Mit dem Laser lassen sich auch exakt definierte Teilbereiche einer Oberfläche selektiv polieren.
Teilen:








{kind=link}