






Werkzeugschärfen | Der Bedarf an Zerspanwerkzeugen mit Diamantschneiden steigt. Doch Schneidstoffe wie PKD, CBN oder CVD-D stellen besondere Anforderungen an die Bearbeitungstechnik. Die Schärfverfahren Erodieren und Lasern haben dabei spezifische Stärken und Grenzen. ❧ Mona Willrett
Ob in der Automobil- oder der Luftfahrtindustrie, der Medizintechnik oder der Fertigung von IT-Komponenten – immer mehr Bauteile bestehen aus Materialien, die anspruchsvoll zu bearbeiten sind. Neben Nichteisenmetallen wie Aluminium oder Magnesium sowie deren Legierungen lassen sich beispielsweise auch hochabrasive Laminate und Faserverbünde besonders gut mit Diamantwerkzeugen zerspanen. Doch um deren Schneiden zu schärfen, ist Schleifen nicht das Verfahren erster Wahl. Statt dessen setzen Werkzeug-Hersteller und Nachschärfbetriebe aufs Erodieren oder aufs Lasern. Gängig sind auch Kombinationsmaschinen, die in einer Aufspannung Schleifen und Erodieren. Maschinenbauer wie Vollmer, Walter oder Ewag bieten Anlagen an, die selbst ultraharte Schneidstoffe in einem Arbeitsgang zu fertigen Werkzeugen mit aufwändigen Geometrien verarbeiten.
Beim berührungslosen Erodierprozess kommt es aufgrund der angelegten Spannung zwischen Draht oder Elektrode und dem Diamantwerkstück zu einer gesteuerten Funkenbildung, die an der Schneidkante gezielt mikroskopisch kleine Partikel abträgt. Das Verfahren funktioniert allerdings nur, wenn der zu bearbeitende Schneidstoff elektrisch leitet. Das ist bei Hartmetall (HM), polykristallinem Diamant (PKD) oder kubischem Bornitrid (CBN) der Fall, nicht jedoch bei monokristallinem Diamant (MKD) oder chemisch abgeschiedenem Diamant (CVD-D). Diese beiden Schneidstoffe lassen sich nur mittels Laser bearbeiten. „Aber auch wenn CBN erodierbar ist, so entspricht das Resultat nicht immer den Vorgaben“, sagt Dr. Claus Dold, Leiter Prozesstechnologie bei der Ewag AG in Etziken in der Schweiz. „Das Ergebnis hängt oft von der Qualität des Grundmaterials ab und kann von Charge zu Charge variieren. Das kann dazu führen, dass die Güte der erzeugten Schneiden nicht reicht, um später beim Kunden die geforderte Bearbeitungsqualität und Standzeit zu liefern.“
Angesichts stetig steigender Anforderungen an moderne Diamant-Zerspanwerkzeuge sei der Laser für deren Herstellung in vielen Fällen unabdingbar, fährt Dold fort. „Um verschleißbeständige, ausbruchsfreie Schneiden höchster Qualität aus CVD-D oder grobkörnigem PKD herzustellen, deren Schneidkante eine definierte Beschaffenheit hat, ist diese präzise, kräftefreie und flexible Bearbeitungslösung nötig.“
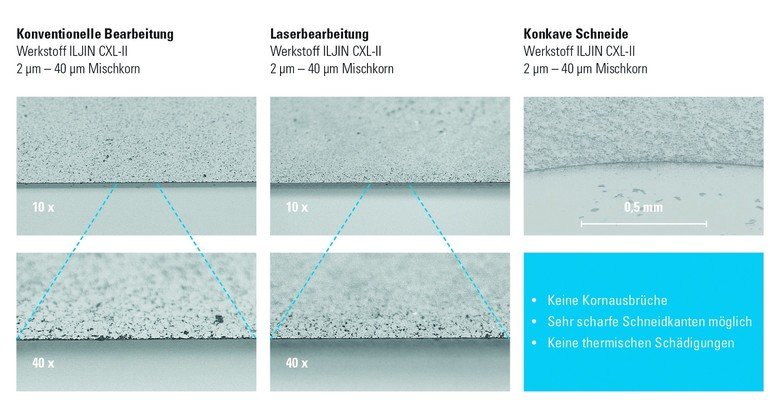
Weil der Laser die Diamantkörner sauber durchtrenne statt sie – wie die konventionellen Verfahren – aus der Bindermatrix herauszulösen, entstehe eine sehr saubere und scharfe Schneidkante. „Das ermöglicht auch bei grobkörnigen Substraten eine sehr homogene Schneide“, sagt Dold. „Leider ist die Nachfrage nach solchen Schneidstoffen derzeit noch relativ gering und ihr Preis deshalb hoch. Aber das könnte sich ändern, sobald mehr Lasermaschinen im Feld sind, mit denen sie sich gut bearbeiten lassen.“
Als weiteres Alleinstellungsmerkmal der Laserbearbeitung nennt Dold die Möglichkeit, definierte 3D-Konturen zu erzeugen. Dabei spiele es keine Rolle, ob Spanbrecher oder die Kennzeichnung eines Werkzeugs gefragt sind, oder ob Vertiefungen die Oberfläche reduzieren und damit das Abgleiten der Späne erleichtern sollen.
Ewag bietet Anlagen mit unterschiedlichen Lasersystemen an. Die 2014 vorgestellte Laser Line Ultra ist mit einem Ultrakurzpuls-Laser ausgestattet, dessen Pulsfrequenz im Pikosekunden-Bereich liegt. Der Kurzpuls-Laser der Laser Line Precision – sie wurde im vergangenen Oktober auf der Mailänder Messe EMO erstmals vorgestellt – arbeitet im grünen Wellenlängenbereich (532 nm) mit Nanosekundenpulsen.
Während die Precision – bedingt durch die einfachere Strahlquelle – deutlich preisgünstiger ist, lässt sich die Ultra universeller einsetzen und bearbeitet fast alle Schneidstoffe. Ihr Materialspektrum reicht von Hartmetall, Cermet, Keramik, CBN, PKD und CVD-D bis zum MKD. Durch die extrem kurze Pulsdauer und die hohe Energiedichte geht das abzutragende Material direkt vom festen in den gasförmigen Zustand über. Weil dabei kein nennenswerter Wärmeeintrag ins Rohwerkzeug erfolgt, wird dieses nicht thermisch belastet und es kommt zu keiner Gefügeveränderung. „Das ist beispielsweise wichtig, wenn anschließend eine Beschichtung aufgebracht werden soll. Sie haftet dann besser und die Werkzeuge erreichen längere Standzeiten“, beschreibt Dold einen konkreten Mehrwert, den der Werkzeughersteller seinen Kunden verkaufen kann.
Beide Lasermaschinen der Schweizer sind konzipiert für die dreidimensionale Komplettbearbeitung von Schneiden, Hohlräumen und Spanleitstufen sowie das anschließende Beschriften der Werkzeuge in einer Aufspannung. Die Arbeitsräume sind gleich groß. Sie können Schneidplatten ab 3 mm Innenkreis- und bis 50 mm Umkreis-Durchmesser ebenso bearbeiten wie rotationssymmetrische Tools mit Durchmessern zwischen 0,5 und 200 mm und einer Länge bis 250 mm. Auch hinsichtlich des mechanischen Grundaufbaus und der Automatisierungsoptionen – bis hin zur Roboterbeladung – sind beide Modelle identisch. Beide haben fünf direktangetriebene mechanische Achsen. Unterschiede gibt´s bei der Zahl der optischen Achsen. Während die Optik der Ultra dreifach verfahren kann, kommt die Precision hier mit zwei Achsen aus.
Aus geometrischer Sicht könnten alle Konturen gelasert werden, die sichtbar sind, sagt Dold. Oberflächengüten mit Ra-Werten um 0,1 μm seien dabei durchaus realistisch. Als praktikable Grenzwerte bei der Funkenerosion nennt der Laser-Spezialist Ra-Werte um 0,18 μm. Dabei seien rotationserosiv erzeugte Oberflächen etwas besser als drahtgeschnittene. Dem widerspricht Vollmer. Nach Aussage der Biberacher, die sowohl Draht- als auch Rotationserodiermaschinen anbieten, liefern beide Verfahren die gleiche Präzision und Oberflächengüte.
Limitiert wird das Einsatzspektrum des Lasers in erster Linie durch den langsamen Materialabtrag. „Bei Werkzeugen mit größeren Spannuten, die aus dem Vollen herausgearbeitet werden sollen, ist die Wirtschaftlichkeit des Verfahrens nur bei kleinen Werkzeugen im Durchmesserbereich bis vier Millimeter gegeben“, sagt der Prozesstechniker Dold. „Bei größeren Werkzeugen sollten die Grundkörper bereits vorbearbeitet sein, so dass nur noch die Diamanteinsätze zu schärfen sind.“ Wo aus dem Vollen gearbeitet werden soll oder muss, seien jene 2-in-1-Maschinen im Vorteil, die das Schleifen mit dem Erodieren kombinieren.
Diese Maschinen gibt es sowohl mit Schneid- als auch mit Rotationserodier-Einheit. Laut Siegfried Hegele, Produktmanager Erodieren bei der Walter Maschinenbau GmbH in Tübingen, werden im Automobil- und Luftfahrtbereich rund 65 % aller PKD-Werkzeuge drahterodiert. „In der Holzindustrie sieht das ganz anders aus. Dort sind rund 90 Prozent der Tools rotationserosiv geschärft.“
Letztlich entscheidet der Kunde, welches Verfahren für ihn am wirtschaftlichsten ist. Dabei gilt es, viele Faktoren zu berücksichtigen. „Abhängig von der Geometrie und der Zustellung könnten viele Werkzeuge, die in der Automobilbranche auf Drahterodiermaschinen gefertigt werden, wirtschaftlicher und schneller auf Rotationserodiermaschinen bearbeitet werden“, sagt Hegele. Beim Abtrag von 0,3 mm PKD beispielsweise sei eine Rotationserodiermaschine dreimal schneller als eine Drahterodiermaschine. Durch den Volumenabtrag wäre ab einer Zustellung von über 1 mm jedoch der Draht schneller. „Da aber PKD nicht gerade günstig ist, versucht man ohnehin das Aufmaß so gering wie möglich zu halten.“
Beim Rotationserodieren dient eine Kupfer-Wolfram-Scheibe als Elektrode. Maschinen wie die Helitronic Power Diamond von Walter – die Tübinger gehören wie Ewag zur United-Grinding-Gruppe – oder die QXD-Reihe von Vollmer ermöglichen das Messen, Erodieren, Schleifen und Polieren in einer Aufspannung. Sie sind prädestiniert für spiralisierte Werkzeuge, bei denen neben dem Schärfen der PKD-Schneide auch ein entsprechender Spanraum erzeugt werden soll. Dabei arbeitet zunächst die Schleifscheibe mit vergleichsweise hoher Abtragsleistung die Spannuten aus dem Hartmetall- oder Stahlgrundkörper des Werkzeugs heraus, anschließend schärft die Elektrode die Diamanteinsätze.
Für solche Anwendungen ist das Schneiderodieren ebenso ungeeignet wie das Lasern. Mit Draht lassen sich vor allem ebene Schneiden, wie sie beispielsweise bei Stufenwerkzeugen üblich sind, sehr gut und effizient bearbeiten. In der Praxis habe sich ein Drahtdurchmesser von 0,25 mm als guter Kompromiss erwiesen, der ein Optimum aus Schneidgeschwindigkeit und Oberflächengüte ermögliche, berichtet Hegele. Damit sind kleinste Innenradien ab etwa 0,13 mm herstellbar.
Das Erodieren von PKD- und CBN-Werkzeugen sowie das Schleifen von Hartmetall- und HSS-Tools im beliebigen Wechsel ist die Stärke dieser 2-in-1-Maschinen. So bearbeitet beispielsweise die Helitronic Power Diamond von Walter Werkzeuge im Durchmesserbereich von 3 bis 320 mm und mit einer Länge von bis zu 350 mm. Sie ist konzipiert fürs vollautomatische Produzieren oder Nachschärfen rotationssymmetrischer Werkzeuge aus den Schneidstoffen PKD, CBN, HSS, HM, Cermet und Keramik. Optional sind verschiedene Ladeeinrichtungen sowie Elektroden- und Schleifscheibenwechsler erhältlich. Die neueste Generatorentwicklung Diamond-Plus ermöglicht durch den variablen Beschleunigungsfaktor einen perfekten Erodierprozess, unabhängig von Störfaktoren wie Materialunterschieden, Elektrodenform, Abtrag oder Werkzeugprofil. Die Anlage kontrolliert den Prozess laufend selbstständig und sichert so eine konstante Qualität. Durch die neue Konturbahnbeschleunigung wird die Erodiergeschwindigkeit laut Walter um bis zu 40 % erhöht und mit der Feinschlichtoperation gleichzeitig eine hohe Oberflächengüte erreicht.
Auch die Scheibenerodiermaschine QXD 250 Vollmer profitiert von moderner Generatortechnik. Das so genannte Vpulse EDM ermöglicht bei hohen Abtragsleistungen in einer Aufspannung PKD-Werkzeuge mit sehr guten Oberflächen. Kombiniert mit der Software ExLevel Pro lassen sich zylindrische PKD-Rohlinge zu Bohrern, Fräsern oder Reibahlen fertigen. Und das sowohl als Dickschicht-PKD, Vollkopf-PKD oder über die Bohrerspitze mittels Sintertechnik in den Grundkörper integriert. „Wir stellen seit mehr als 25 Jahren Erodiermaschinen her“, sagt Dr. Stefan Brand, Geschäftsführer der Vollmer-Gruppe. „Um Schneidkanten bis in den Mikrometerbereich hinein bearbeiten zu können, verfeinern wir den Schärfprozess immer weiter.“ Das sei erforderlich, weil die Qualität von Autos und anderen Produkten stark von der Qualität der in der Fertigung eingesetzten Werkzeuge abhänge.
Walter-Produktmanager Siegfried Hegele sieht beim Schärfen von Diamantwerkzeugen keinen direkten Wettbewerb zwischen dem Scheibenerodieren und dem Lasern. Vielmehr ergänzten sich die Verfahren. Während der Laser schärfste Schneidkanten liefere, erreiche das Erodieren hohe Abtragsleistungen. Das Schleifen von PKD-Schneiden habe den gravierenden Nachteil, dass nicht zu definieren sei, wie groß der Abtrag am Werkstück und wie groß er an der Schleifscheibe sei. Deshalb müssten insbesondere profilierte Scheiben ständig kontrolliert und neu abgerichtet werden. Beim Schleifen von PKD werde der Kornüberstand – bis auf die vom Erodieren entstandenen „Krater“ – abgetragen und besonders hohe Oberflächengüten erzeugt. „Das kann gerade bei Werkzeugen für die Aluminium-Bearbeitung ein Vorteil sein und zu besseren Oberflächenqualitäten bei den erzeugten Bauteilen führen“, sagt Hegele.
Sowohl die Lasermaschinen als auch die Schleif-Erodier-Kombianlagen basieren auf mechanisch hochwertigen Schleifmaschinen-Modellen, die dann um die jeweiligen Technologiekomponenten ergänzt und entsprechend angepasst werden. Anstelle eines Schleiföls kommt beim Erodieren ein Dielektrikum zum Einsatz, das auch als Kühlschmierstoff beim Schleifen dient.
„Gerade für Werkzeug-Hersteller oder Dienstleister, die in den PKD-Markt expandieren möchten, ist eine 2-in-1-Maschine eine gute Einstiegschance“, sagt Siegfried Hegele. „Sie bieten ihm die Chance, sein bisheriges Werkzeugportfolio weiterhin uneingeschränkt zu schleifen und zusätzlich Diamantschneiden erosiv zu schärfen.“ Der Mehrpreis für eine solche Kombimaschine gegenüber einer vergleichbaren Schleifmaschine liegt laut Hegele – je nach Modell und Ausstattung – bei etwa 20 bis 25 %.
Auch die Hürden hinsichtlich der Bedienerschulung seien beim Einführen solcher Anlagen überschaubar. „Der Schulungsbedarf fürs erosive Bearbeiten ebener Platten ist meist gering“, sagt Siegfried Hegele. Das Verfahren sei oft schon bekannt. Und die Werkzeugdaten werden direkt aus dem CAD-System eingelesen, etwa über DXF-Dateien. „Etwas aufwändiger wird’s, wenn auch spiralisierte Werkzeuge auf der To-Do-Liste stehen.“ Claus Dold von Ewag ergänzt: „Wer dreidimensionale Geometrien – etwa mit Spanbrechern oder Texturen herstellen möchte, der sollte sich schon intensiver mit der Technologie beschäftigen. Zumal Laserbearbeitung nicht mit dem Schleifen oder Erodieren zu vergleichen ist.“ Deshalb bieten die Schweizer ihren Kunden ein modulares Schulungsprogramm an.
Der Leiter der Prozesstechnologie bei Ewag gibt außerdem zu bedenken: „Bei der Auswahl der passenden Technologie fürs Schärfen von Diamant-Werkzeugen mit geometrisch bestimmter Schneide sollte der Anwender zunächst genau wissen, welche Ziele er erreichen will, welche Arten von Werkzeugen sein Portfolio umfassen soll, und wie er seinen Kunden einen Mehrwert bieten kann – etwa indem er Schneiden herstellt, die längere Standzeiten erreichen, oder Werkzeuge, die mehrere Operationen in einem Bearbeitungsgang erledigen. Dazu gehört auch die Überlegung, ob eine thermische Belastung des Schneidstoffs beim Schärfen zulässig ist.“
Teilen:








{kind=link}