Neue CBN-Sorten und Herstellverfahren machen das Hartdrehen zur Alternative für das Schleifen. Vorteile sind ein geringerer Energiebedarf bei gleicher Zerspanleistung und bessere Umweltverträglichkeit.
Norbert Winands ist Produktmanager für den Schneidstoffbereich Keramik, CBN, PKD bei der Sandvik GmbH in Düsseldorf
Kubisch-kristallines Bornitrid (CBN) und Keramik machen die Zerspanung von gehärtetem Stahl möglich. Beim Einsatz dieser Schneidstoffe läßt sich eine Fertigungsqualität erzielen, die bisher dem Schleifen vorbehalten war. In vielen Fällen kann die Schleifoperation durch Hartdrehen ersetzt werden. Der geringere Energiebedarf bei gleicher Zerspanleistung und die bessere Umweltverträglichkeit aufgrund leicht wiederverwendbarer Zerspanabfälle bieten geldwerten Vorteil.
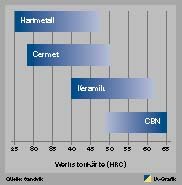
Welche Anforderungen an die Schneidstoffe gestellt werden, hängt vom Anwendungsfall ab. Von besonderer Bedeutung für die Belastung der Schneide sind neben Schnittunterbrechungen vor allem hohe Schnittdrücke und Prozeßtemperaturen, die im Einzelfall sogar die Schmelztemperatur des Werkstückstoffes überschreiten können. Beim Drehen im glatten oder leicht unterbrochenen Schnitt hängt die Schneidstoffwahl von der Werkstoffhärte ab. Wegen ihrer relativ geringen Warmhärte rechnen sich Hartmetalle und Cermets nur bei Werkstoffen mit einer Härte bis 50 HRC. Schneidkeramik eignet sich für die Zerspanung von Werkstoffen bis 64 HRC, CBN bis 70 HRC.
Bei Werkstoffhärten unter 50 HRC verschleißt CBN relativ schnell. Ursache ist die chemische Wechselwirkung zwischen dem Schneidstoff und der Ferritphase im Stahl. Im Bereich von 58 bis 62 HRC kann bei glattem oder leicht unterbrochenem Schnitt zwischen Mischkeramiken und CBN gewählt werden. Beides ist wirtschaftlich. Aus technologischer Sicht bieten CBN-Schneidstoffe jedoch Vorteile. Die Prozeßsicherheit ist höher als bei Keramik: Gerade bei wiederholtem Anschnitt und Schnittunterbrechungen sind CBN-Schneidplatten zäher und der Mischkeramik deutlich überlegen.
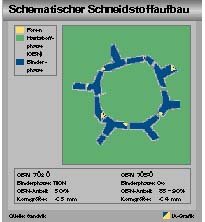
Kubisch-kristallines Bornitrid ist nach Diamant der zweithärteste Schneidstoff. Ähnlich wie Industriediamanten wird CBN im Hochtemperatur- und Hochdruckverfahren hergestellt. Da hier nur CBN-Kristalle mit sehr kleinen Abmessungen erzeugt werden können, bedarf es für die Herstellung von Schneidkörpern eines Hilfsstoffes. Diese Binderphase hält die einzelnen Kristalle kraft- und formschlüssig zusammen, hat selbst aber eine erheblich geringere Härte und Wärmeleitfähigkeit als die CBN-Hartstoffphase.
Die Sorten CBN 7020 und CBN 7050 haben neben einem unterschiedlich hohen CBN-Anteil verschiedenartig zusammengesetzte Binderphasen. Bei der Sorte 7050 ist Kobalt der Hauptbestandteil. Dadurch hat dieser Schneidstoff ausgezeichnete Zähigkeitseigenschaften. Dagegen wirkt sich der hohe Anteil von TiCN in der Binderphase von CBN 7020 vorteilhaft auf die Druck- und Warmverschleißfestigkeit aus.
Weniger Energie für gleiche Zerspanleistung
Aus dem physikalischen Profil leitet sich die Anwendung ab: Die hohe Warmhärte und Kantenstabilität prädestinieren die CBN-Sorte 7020 für Schlichtoperationen sowohl im glatten als auch im unterbrochenen Schnitt. Die Schnittgeschwindigkeit liegt für diesen Schneidstoff zwischen 150 und 250 m/min bei Vorschubraten von 0,06 bis 0,2 mm.
Schnellere Vorschübe und tiefere Schnitte erfordern eine Zähigkeit wie die der CBN-Sorte 7050. Typische Parameter sind hohe Spanungsquerschnitte bei Schnittwerten zwischen 60 und 120 m/min. Die hohe mechanische Verschleißfestigkeit erlaubt gegenüber dem Schleifen im Schruppschnitt bis zu zehnmal so hohe Zerspanleistungen.
Unsere Whitepaper-Empfehlung

Jetzt downloaden und über neue Ansätze erfahren, die nicht nur helfen, Unfälle zu vermeiden, sondern auch die Frage beantworten „Wie kann die Technik heute im Bereich Arbeitsschutz die Wirtschaftlichkeit in meinem Unternehmen erhöhen?“
Teilen:








{kind=link}