


Der Einsatz der Elektronenstrahl-Technik beim Schweißen, Bohren und in der Oberflächenbearbeitung bietet zahlreiche Vorteile. Hohe Produktivität, niedrige Betriebskosten und qualitativ hochwertige Ergebnisse stehen an erster Stelle.
Dipl.-Phys. Dietrich von Dobeneck ist Gründer und Mitglied des Aufsichtsrats der Pro-Beam AG & Co. KGaA in Planegg bei München
Der Elektronenstrahl ist ein universelles Werkzeug zum Bearbeiten metallischer Werkstoffe wie Stahl, Kupfer, Aluminium, Magnesium oder Titan. In der industriellen Fertigung bietet sein Einsatz beim Schweißen, Bohren und in der Oberflächenbearbeitung entscheidende Vorteile durch Prozessoptimierung bei günstigen Betriebskosten und eröffnet neue Freiräume für die Konstruktion.
In letzter Zeit hat die Elektronenstrahl-Technik durch erhebliche Produktivitätssteigerungen und durch Neuentwicklungen in der Online-Qualitätssicherung auf sich aufmerksam gemacht. Doch was das Werkzeug Elektronenstrahl wirklich leisten kann, ist weitgehend unbekannt. Kaum jemand weiß, dass in einem Automobil – je nach Typ – zwischen 5 und 30 Elektronenstrahl-Nähte vorhanden sind. Neben dem Fahrzeugbau sowie der Luft- und Raumfahrttechnik zählen auch der Maschinen- und Anlagenbau sowie die Elektro- und Medizintechnik zu den Anwendungsgebieten.
Das Prinzip des Elektronenstrahls ist das eines Fernsehgerätes, jedoch mit tausendfach höherer Leistung: An einer Kathode werden geladene Teilchen freigesetzt, beschleunigt und zu einem feinen Strahl fokussiert. Damit lässt sich beim Schweißen Stahl schmelzen, und bei noch höherer Leistungsdichte können sogar Löcher gebohrt werden – und dies fast so schnell, wie am Bildschirm Lichtpunkte entstehen. Bei industriellen Anwendungen werden die Teile meist unter Vakuum bearbeitet. Dies führt zu sauberen Ergebnissen und qualitativ hochwertigen Schweißnähten. Dies gilt auch beim Fügen unterschiedlicher Materialien wie Stahl mit Bronze oder Kupfer mit Aluminium.
Das Elektronenstrahl-Verfahren liefert zuverlässig tiefe, schmale und parallele Schweißnähte. Wirtschaftlich möglich sind Schweißtiefen bis zu mehreren hundert Millimetern. Dagegen stößt beispielsweise der Einsatz von Lasern bereits bei Nahttiefen von 6 mm an die Grenzen der Wirtschaftlichkeit. Bei gleicher Schmelztiefe und Schweißgeschwindigkeit verursacht der Elektronenstrahl nur halb so große Schmelzflächen wie der Laser. Auch unerwünschte Nebeneffekte wie Winkelverzug und Querschrumpfung sind um die Hälfte geringer als beim Laser-Einsatz. Im Vergleich zu anderen Verfahren sind die Prozessgeschwindigkeiten sehr hoch: Typisch sind Werte zwischen 10 und 100 mm/s bei Einschweißtiefen zwischen 20 und 2 mm.
Das Elektronenstrahl-Schweißen wird eingesetzt, um technisch besser und billiger zu fertigen, beispielsweise,
- wenn innerhalb enger Toleranzen besonders verzugsarm geschweißt werden soll, etwa bei Zahnrad-Nabe-Wellen-Kombinationen,
- wenn teuere Werkstoffe durch Verbinden mit billigeren eingespart oder durch funktionstauglichere ersetzt werden,
- wenn durch eine Schweißkonstruktion Zerspan- oder Erodierarbeit entfällt,
- wenn das Verfahren aufgrund seiner hohen Arbeitsgeschwindigkeit kostengünstiger ist,
- wenn Werkstücke nicht zu heiß werden dürfen. Ein Beispiel sind Drucksensoren mit empfindlichem Innenleben, wie sie etwa Bosch bei Common-Rail-Einspritzsystemen für Dieselmotoren der neuesten Generation verwendet.
Das Elektronenstrahl-Bohren wird eingesetzt, wenn schmale zylindrische oder konische Löcher senkrecht oder unter flachen Winkeln in dicke oder zähe Materialien gebohrt werden müssen, oder wenn sehr viele Löcher in ein Werkstück einzubringen sind. Es handelt sich dabei um Bereiche, wo andere Verfahren wie Erodieren oder Lasern auf Schwierigkeiten stoßen oder zu langsam sind. Möglich sind Bohrfrequenzen von mehreren tausend Löchern pro Sekunde. Typische Anwendungen sind Lochbleche mit besonders feinen Bohrungen bei extremer Lochdichte, die unter anderem als Spezialsiebe oder Filter eingesetzt werden.
Die Randschicht-Techniken verbessern das Verschleiß- und Korrosionsverhalten von Bauteiloberflächen und ermöglichen den Einsatz von Leichtbauwerkstoffen in der Produktion. Zu dem breiten Spektrum an Möglichkeiten gehören
- das Umwandlungshärten von Kohlenstoffstählen,
- das Umschmelzen zur Gefügeverfeinerung, wie es bei Gusseisen für Nockenwellen angewandt wird,
- das Auflegieren von Aluminium, etwa bei Kolbennuten,
- das Weichglühen von Knochenimplantaten sowie
- das Auftragschweißen von Verschleißflächen.
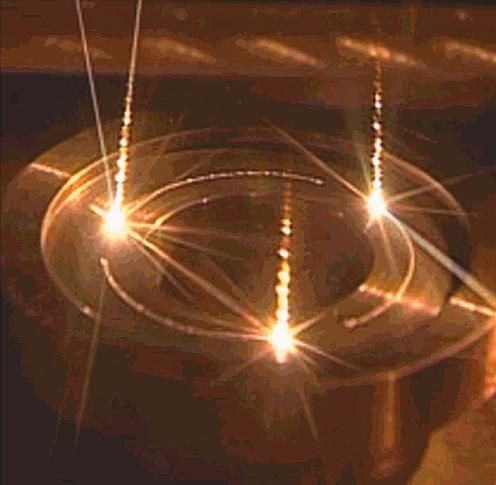
Das Besondere an der Randschicht-Behandlung per Elektronenstrahl ist die Möglichkeit, an jeder Stelle einer größeren Oberfläche die dort benötigte Energiemenge punktgenau zuzuführen und dies fast gleichzeitig über die gesamte Fläche. Mit der hierbei verwendeten Technik der schnellen Strahlablenkung ergeben sich auch für das Schweißen interessante Anwendungsgebiete, etwa das gleichzeitige Fügen von Zahnradkombinationen an drei um 120° versetzten Positionen. Durch die symmetrische Wärmeeinbringung tritt dabei – anders als beim Schweißen mit einem Strahl – kein Achsversatz auf.
Eine weitere Einsatzmöglichkeit besteht in drei hintereinander her laufenden Strahlen, wobei der erste das Teil vorwärmt, der zweite schweißt und der dritte die Schweißoberraupe glättet. Entsprechende Varianten, die mehrere Prozesse in einem Arbeitsgang zusammenführen, reduzieren die Kosten erheblich. Darüber hinaus können alle Schweißparameter direkt gemessen und dokumentiert werden.
Derzeit revolutioniert eine neue Generation von Strahlgeneratoren, Hochspannungs- und Magnetstromversorgungen die Elektronenstrahl-Technik und ihre Anwendungen. Es lohnt sich daher, seine Kenntnisse aufzufrischen. Eine Möglichkeit bietet die Große Schweißtechnische Tagung, die vom 22. bis 24. September in Magdeburg stattfindet.
Schweißparameter direkt messen und dokumentieren
Teilen:








{kind=link}