






Ficep’s Tipo C25 sheet metal processing centre is a real multiple talent: In addition to stamping and high-definition plasma cutting, you can use it for chamfering, drilling, tapping, milling, reaming, centre punching and marking. For structural steelwork, high-quality parts between 1 and 25 mm thick can for example be produced at low cost in a single working cycle.
Eric Ravoyard inspects the workpiece in his hand and says: “With the Tipo C25, we can manufacture our sheet metal parts to a similar standard of quality but at significantly lower cost than with a laser cutting machine.” The CEO of the structural steel engineering firm Ravoyard Constructions Métalliques in Vaudrey, France, has been using this sheet metal processing machine for about two years in his company, which has a workforce of 100 and primarily designs, produces and assembles industrial buildings as well as supplying other structural steelwork companies.
The automatic CNC-controlled machine was supplied by Ficep S.p.A., which is based in Gazzada Schianno, North Italy. The company is one of the world-wide leaders on the structural steelwork machinery and equipment market, and introduced its flexible combination system to the public for the first time at the 2002 Lamiera trade fair in Bologna, Italy.
The Tipo C25’s flexibility encompasses stamping and high-definition plasma cutting, and you can use it for chamfering, drilling, tapping, milling, reaming, centre-punching and marking. With these standard functions, parts of any contour can be made out of sheet or plate from 1 to 25 mm thick, up to 2,500 mm wide, 6,000 mm long and weighing up to 2,500 kg. “With additional equipment, the user can process metal sheet up to twelve metres long,” says Ezio Colombo, Ficep’s Managing Partner.
The option of being able to perform different functions with one machine has its advantages quite automatically: “It considerably reduces processing and idle times when handling raw materials and finished parts,” explains Ficep’s CEO, and Eric Ravoyard confirms: “With this multi-purpose machine, we have been able to improve our work sequences considerably, which has led to a corresponding reduction in costs.”
The Ravoyard company, which operates around a dozen Ficep machines, invested some 500,000 Euro in the Tipo C25 – a sum that, according to the company’s CEO, will soon be recovered: “We rapidly increased our production capacity from 15 to 50 tons per month and we expect the machine to have paid for itself within five years from the purchase date.” Production conditions and product quality have also improved:” As we don’t need to position the parts in different machines any more, manufacturing has become more accurate.” The machine’s central element is a heavy-duty, flexible fine beam plasma cutting system, which like all other processing units is attached to a fixed portal beneath which the work table moves during the production process. The cutting system is equipped with two burners that can carry out different tasks: One of them can make marks while the other is being used for cutting, or alternatively one burner can cut thin sheet metal parts while the other processes heavy-gauge metal plate.
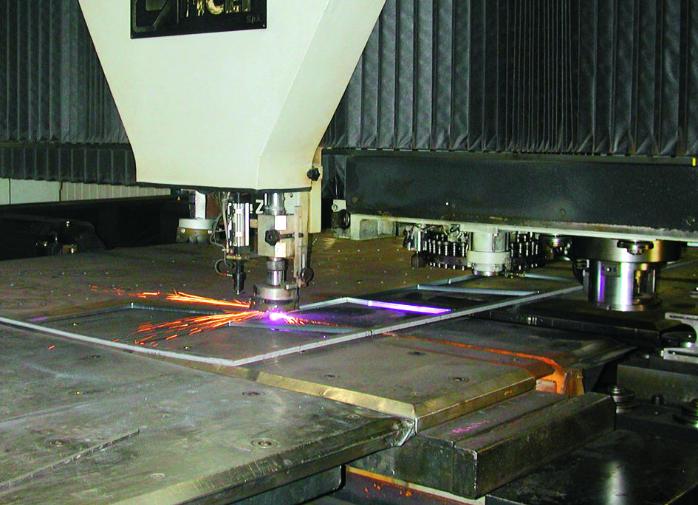
According to Eric Ravoyard, the high cutting quality typical of high-definition plasma cutting remains the same for metal anywhere from 1 to 25 mm thick: “No post-processing is necessary even on the heavy-gauge parts.” He finds plasma cutting quality to be almost as high as laser cutting quality – but with more efficient operation, lower cutting costs per metre and easier operation. In contrast to laser processing, dirt in the working environment is no real problem for the plasma process, and a
TECHNIK
specialist is not needed to operate the machine. Moreover, tests have shown that plasma cutting – and combined stamping and plasma cutting in particular – is more productive than laser cutting, especially in heavy-gauge metal.
The hydraulic stamping unit can be used with the maximum stamping force of 1,000 kN over the entire working range. Given a sheet metal thickness of 1 mm and a hole spacing of 25 mm, it can perform up to 200 strokes per minute.
The stamping unit is designed for tools with a maximum diameter of 80 mm. The standard tool replacement procedure takes place fully automatically by way of a carriage. It is easy for the operator to load the machine manually. The carriage can also be loaded with a magazine with a capacity of 14 spaces. “The system is highly flexible”, says Ezio Colombo. Special tools are available for shaping, countersinking and embossing.
The hydraulic marking unit is also rather special: the manufacturer claims that it is the only one of its kind that makes clearly visible marks even after the metal sheets have been subjected to several work steps. The revolving unit includes a set of letters and numbers controlled by a CNC servo motor.
The Tipo C25’s features culminate in a processing head for drilling, milling, reaming, tread tapping and marking available as an optional extra. It can be equipped with a tool exchange system and a magazine with six places. The maximum tool diameter is 40 mm and the maximum revolutions are 5,000 rpm. The manufacturer has thought not only of efficient processing but also rational disposal of the parts: A special output fixture allows to discharge work pieces up to 2,500 mm x 600 mm in size at the same time.
All these features make the Tipo C25 an ideal choice, not only for structural steel engineering but also for manufacturing rail vehicles, cranes, fork-lift trucks and agricultural, construction, road building and mining machinery. Other possible fields of operation include the production of power-supply engineering and petrochemical plant parts and the supply sector. Delivery is between three and five months. In case of problems, a telephone support and a 24-hour service from Erkelenz provide support.
By our editor
Dr. Bernhard Reichenbach
The high quality typical for high-definition plasma cutting remains the same for metal sheet and plate from 1 to 25 mm thick
Technical data
Tipo C25 sheet metal processing centre
Material dimensions
– Maximum length (without repositioning) mm 6,000
– Maximum width mm 2,500
– Minimum thickness mm 1
– Minimum thickness mm 25
Stamping and drilling performance
– Maximum stamping force kN 1,000
– Maximum stamping speed strokes/min 200
– Maximum stamping tool diameter mm 80
– Maximum drilling tool speed min-1 5,000
– Maximum drilling tool diameter mm 40
Other characteristics
– Maximum simultaneous feed rate m/min 70
– Positioning and repeat accuracy mm ± 0.1
– Maximum sheet/plate weight kg 2,500
Reference component
Chain sprocket for an agricultural machine
Material: structural steel; sheet gauge: 22 mm
Conventional manufacturing with thermal cutting (15,490 s), milling
(6,610 s), drilling (120 s), handling
(3,600 s) and positioning (1,800 s): 7 h
Production on the Tipo C25 with thermal
cutting (440 s), milling
(360 s) and drilling (40 s): 14 min
Chain sprocket produced on Tipo
C25 sheet metal machining centre (Picture: Ficep)
Costs + benefits
Time reduction
Production time
Conventional methods
On the Tipo C25
Source: Ficep
Chart: IA
No post-processing needed even on heavy-gauge parts
Referenzteil

Kettenrad für eine landwirtschaftliche Maschine
Werkstoff: Baustahl; Blechdicke: 22 mm
Konventionelle Fertigung mit thermischem Schneiden (15 490 s), Fräsen (6610 s), Bohren (120 s), Handhaben (3600 s) und Positionieren (1800 s): 7 h Fertigung mit Tipo C25 mit thermischem Schneiden (440 s), Fräsen (360 s) und Bohren (40 s): 14 min
Teilen:








{kind=link}