


Die einen sind flexibel, die anderen produktiv. Bis vor wenigen Jahren galt dies noch als K.O.-Kriterium zwischen Ein- und Mehrspindlern. Die Realität sieht heute anders aus.
Von Chefreporter Wolfgang Filì
K omplettbearbeiten können beide, und rechnen dürften sie sich auch – unter dem Strich zumindest sowie generell. Da hat Werner Treuberg volles Vertrauen zu den Herstellern. Ob er nun aber einen Mehrspindler, oder vielleicht doch besser ein System mit Haupt- und Gegenspindel ins Auge fassen soll, das weiß der Lohndreher aus dem Südbadischen immer noch nicht recht. Damit ist Treuberg in bester Gesellschaft. Denn auf der AMB wurde einmal mehr deutlich, wie sich die Profile von Ein- und Mehrspindlern mittlerweile überlappen.
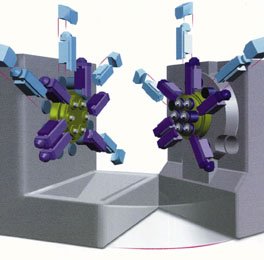
Galt vor wenigen Jahren noch als Richtschnur, der Mehrspindler sei fürs Produktive, der Einspindler dagegen für die Flexibilität beim Drehen zuständig, so hat die NC-Technik hier längst neue Fakten geschaffen. High-Tech-Systeme wie die MS32 der Esslinger Index-Werke GmbH sind in allen Spindeln und Werkzeugschlitten NC-gesteuert. Kurven gibt es keine mehr. Die Haupt- und Gegenspindeln sind vollwertige C-Achsen, die zusätzliche Fräsarbeiten – etwa für Spannzangen oder schräglaufende Langlöcher für optische Instrumente – auch auf der Rückseite der Teile möglich machen. Vielseitigkeit und Ausstoß beißen sich nicht.
Mittelständler Treuberg ist das Potenzial solcher Maschinen klar: Bei einem Preisfaktor von 4,3 gegenüber einem vergleichbar ausgestatteten Einspindler bekommt er eine rund fünffach höhere Produktivität – in sonniger Lage eine fast leichte Entscheidung. Was aber, wenn das Auftragspolster rissig wird, noch bevor die nach Ausbaugrad zwischen 1 und 2 Mio. DM schwere Investition eingespielt ist?
Freilich gilt die MS32 G als eine Art S-Klasse unter den Mehrspindlern. Trotzdem gibt es auch für Treuberg Alternativen. Gleichwohl geht er nicht gleich auf den Wettbewerbs-Stand, sondern schaut sich erst einmal bei den Drehmaschinen mit Gegenspindel und Doppelrevolver um. Auch deren Möglichkeiten sind in den vergangenen drei, vier Jahren gewachsen. Ein Beispiel: Weil je nach Schnittaufteilung zwei Werkzeuge zugleich im Eingriff sein können, wächst die Produktivität bis zu Faktor zwei.
Treuberg sieht gleich den Pferdefuß: „Wenn eng beieinander liegende Einstiche gemacht werden, knallen die Revolver aneinander.“ Praktisch ist dies zwar ausgeschlossen, weil die meisten Steuerungen eine sichere Kollisionsprüfung erlauben. Für die Planung ist dieser Gesichtpunkt dennoch von Belang.
Andererseits überwiegen Vorteile: So gibt es bei den Einspindlern mehr oder minder freien Zugriff auf bis zu 30 verschiedene Tools. Bei den Mehrspindlern dagegen liegt die absolute Obergrenze bei 20. Außerdem sorgen letztere immer noch für den größeren Umrüstaufwand. So werden bei einem Sechsspindler eben sechsmal die Spannzangen gewechselt, bei dem Einspindler hingegen lediglich einmal – oder wenn auch die Gegenspindel bedient wird – zweimal.
Nun bekommen Hersteller wie die Tornos Bechler GmbH dieses Problem scheint’s immer besser in den Griff. So versichert der Prokurist des Pforzheimer Unternehmens, Gerd Wolfinger, dass der neue Achtspindel-Drehautomat Multi Deco 20.8 sich in der Mengenproduktion genauso wirtschaftlich einsetzen ließe, wie in der Fertigung mit kurz hintereinander folgenden Umrüstungen.
Die Maschine bearbeitet Teile bis 20 mm Durchmesser, hat acht Querschlitten, von denen fünf als Kreuzschlitten ausgebildet sind, sowie sieben Längsschlitten. Anders als bei der Index-Maschine, werden die Arbeitsspindeln von einem gemeinsamen 15-kW-Motor angetrieben, der für 5000 min-1 gut ist. Außerdem hat die 20.8 eine Gegenspindel nebst einem weiteren Schlitten für Gegenoperationen. Gesteuert werden die insgesamt 23 Achsen über eine CNC, die auf einem handelsüblichen PC programmiert wird.
Auch der Sechsspindler S51 PS der A. Schütte GmbH hat eine echte Gegenspindel sowie je nach Ausbaugrad bis zu 40 NC-Achsen. Die Maschine bearbeitet Teile bis 51 mm Durchmesser. Das Platzproblem im Arbeitsraum – notorisch für Mehrspindler – haben die Kölner durch eine geschickte Aufteilung der Schlitten so gelöst, dass die Werkstücke einschließlich Fräsen, Schrägloch- sowie Gewindebohren auf der Vorder- und Rückseite bearbeitet werden können. Auch der Umrüstaufwand, so versichert Geschäftsleitungsmitglied Dr. Albert Herrscher, sei gesunken. Dadurch werde der Grenzbereich zwischen Ein- und Mehrspindlern zunehmend größer. Anwendern aus der Lohnfertigung kann Herrscher nur raten, sich Teile und Stückkosten genauestens anzusehen.
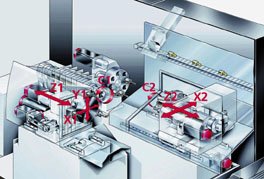
Der Bielefelder Gildemeister-Konzern – mit Tochterunternehmen wie Gildemeister Italiana und Graziano gleich doppelt angebotsfähig für Kunden wie Treuberg – stellt mit der Sprint 42 eine völlige Neuentwicklung vor. Das Vierachs-System ist für das Bearbeiten komplexer Teile bis 42 mm Durchmesser und rund 120 mm Länge ausgelegt. Bis dato meist auf konventionellen Drehmaschinen mit beweglichem Spindelkopf gefertigt, erforderten solche vor allem in der Hydraulik- und Automobilindustrie gebräuchlichen Teile keine langen Zykluszeiten. Der größte Teil der Bearbeitungen erfolgt an der Hauptspindel. Allerdings ist meist eine große Anzahl an Bohroperationen notwendig.
Hier soll der Drehautomat Graziano Sprint 42 durch die Bearbeitung mit mindestens zwei Werkzeugen ein enormes Plus an Produktivität bringen. Gleichzeitig, so unterstreicht der Hersteller, sorgt die CNC-Steuerung für ein Maximum an Flexibilität in Bezug auf die Rüstzeiten. In Zeiten schrumpfender Losgrößen, so heißt es, sei dies von entscheidender Bedeutung.
Die Maschine hat eine Hauptspindel nebst Universalrevolver mit zwölf Stationen. Werkzeugaufnahme ist VDI 25. Bearbeitet wird sowohl an der Haupt- als auch an der Aufnahmespindel. Auf beiden werden Standardwerkzeuge eingesetzt. Der Revolver lässt sich zusätzlich mit einer Y-Achse ausstatten, die Fräsoperationen auf Haupt- und Aufnahmespindel möglich macht.
Gegenüber der Hauptspindel ist ein mit zwei Achsen ausgestatteter Schlitten installiert, der wiederum einen Revolver mit sieben Stationen trägt. Er verfügt gleichfalls über eine integrierte Gegenspindel, die – nachdem das Werkstück abgeschnitten ist – dieses zu einem dritten Revolver verfährt, der fest mit dem Maschinenbett verbunden ist. Auch dieser dritte Revolver hat sieben Stationen, davon vier angetriebene. Alle Achsen haben Servomotoren, die über Absolutgeber gesteuert werden.
Teilen:








{kind=link}