


Roboter und Bildverarbeitung passen gut zusammen, denn ohne Augen können viele Maschinen ihre Aufgaben gar nicht verrichten. Die Lösung eines Dortmunder Roboter-Spezialisten schlägt gleich zwei Fliegen mit einer Klappe, nämlich die Qualitätssicherung und das Nacharbeiten.
Von unserem Redaktionsmitglied Werner Möller ia-redaktion@t-online.de
Obwohl in vielen Industriebereichen wie beim Schweißen, Lackieren oder Beschichten der Kollege Roboter körperlich belastende Arbeiten bereits übernommen hat, existieren immer noch anspruchsvolle Aufgaben, die sich nicht so leicht substituieren lassen. Dies ist beispielsweise die Oberflächenkontrolle bei der Hirschvogel Umformtechnik GmbH. Hier im bayrischen Denklingen entstehen Schmiedebauteile für die Automobilindustrie, bei denen ein Versagen unbedingt zu vermeiden ist.
Die manuelle Risskontrolle erfolgte bisher in einer abgedunkelten Kabine. Hier suchte der Mitarbeiter unter UV-Licht am Schmiedeteil feinste Risse, die über das Magnetpulververfahren sichtbar gemacht wurden. Das alles in einer Umgebung, in der neben der lautstarken Schmiedebearbeitung die Bauteile via Gabelstapler mit starker Geräuschentwicklung in die einzelnen Blechtransportbehälter verbracht und weitertransportiert werden. Unter diesen belastenden Bedingungen ist eine sichere 100%-Kontrolle nur mit hohem Personalaufwand zu gewährleisten. Zur Verbesserung der Wirtschaftlichkeit, zur Entlastung des Prüfpersonals und zur Sicherung der Qualität entstand so der Wunsch nach einer flexibel automatisierten Lösung für die Bauteilprüfung. Und wenn man sich mit dieser Thematik bei Hirschvogel schon intensiv auseinandersetzen musste, so konnte man auch gleich die Möglichkeiten zur automatischen Nachbearbeitung der Fehlerbauteile prüfen. Die Evaluierung des Marktes führte letztlich zu dem Robotersystemhaus Carat Robotic Innovation GmbH aus Dortmund, dem Bildverarbeitungsspezialisten Automation W+R aus München und dem Sanitärarmaturenhersteller Friedrich Grohe AG aus Hemer, die gerade eine gemeinsames Entwicklungsvorhaben mit genau dieser Zielsetzung ins Leben riefen.
Carat Projektleiter Dr. Thorsten Schüppstuhl erinnert sich, „dass Grohe ein Verbundvorhaben zum effizienten Optimieren von robotergestützten Schleif- und Polierprozessen (ePo) angedacht hatte und Carat als Systemintegrator und Innovationspartner für dieses Projekt gewinnen wollte“. Für eine stabile Oberflächenqualität trotz stark schwankender Eingangsqualität der gegossenen Bauteile sollte dazu das bisher schon robotergestützt durchgeführte Schleifen und Polieren der Armaturen durch ein automatisches Prüfen mit anschließendem Nachbearbeiten der Fehlstellen durch Roboter realisiert werden. Seitens Carat war zudem zeitgleich ein Vorhaben geplant, bei dem ein werkstattnahes Offline-Programmieren von Schleif- und Polier-Software für Industrieroboter vereinfacht werden sollte.
„In diesem Anfang 2003 gestarteten dreijährigen Vorhaben ist der Teilbereich Oberflächenkontrolle bei Grohe in der Fertigung integriert“, berichtet Automatisierungsexperte Schüppstuhl. Abgelöst wurde damit die Sichtprüfung durch hochspezialisierte Mitarbeiter, die das Teil nach dem Schleifen und Polieren und vor dem Verchromen in Augenschein nahmen. Bisher wurden die Fehler mit einem Stift markiert, manuell nachgeschliffen und wieder dem Produktprozess zugeführt. „Erschwerend war noch“, erinnert sich Dr. Schüppstuhl, „dass selbst feinste, kaum zu erkennende Fehlstellen auf dem polierten Bauteil nach dem Verchromen deutlich sichtbar wurden und die Anforderungen an die Fehlererkennung somit sehr hoch waren.“
Gemeinsam mit universitären und universitätsnahen Forschungseinrichtungen erarbeiteten die Experten in ihren Entwicklungsabteilungen eine Lösung, die dann Schritt für Schritt in die Fertigungslinie überführt wurde. „Von Anfang an haben wir sehr nah mit den Anwendern im Projekt kooperiert, um keine Laborlösung zu erzeugen, die an den Praxisbedingungen scheitert“, weiß Schüppstuhl zu berichten. Vor allem der Schmutz im Fertigungsbereich durch die Schleif- und Polierbearbeitung machte Anpassungen an der Prozesskette nötig. So wurden Pastenart und -dosierungen geändert, es wurden zusätzliche Reinigungsschritte integriert, die letztendlich auch der Galvanik zugute kamen. Die Werkzeuge werden öfter gesäubert und auch eine Reinigungsvorrichtung für den Bauteilgreifer wurde installiert. Alle Maßnahmen hatten zum Ziel, die so genannte Pseudofehlerrate zu senken und als Fehler erkannte Staubkörner oder Pastenkleckse zu minimieren.
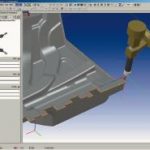
„Die realisierte Lösung läuft inzwischen gut und rechnet sich für Grohe“, schildert Thorsten Schüppstuhl den aktuellen Stand, „wobei wir besonders stolz darauf sind, eine Teillösung bereits jetzt in die laufende Fertigung integriert zu haben.“ Der Roboter und die Bildverarbeitung sind so programmiert, dass alle bisher manuell ermittelten Fehler automatisch erkennbar sind, und das bei einer Taktzeit von 25 s. Erkennt das System nun einen Fehler, fährt der Roboter die Fehlerstelle des Bauteils an eine Markierstation, wo der Fehlerbereich gekennzeichnet wird. Das eigentliche Nachbearbeiten erfolgt im Moment noch manuell. Der nächste Schritt ist, dass der übergeordnete Steuerungsrechner der Prüfanlage, der ja schon die Fehlerinformation über Art und Lage besitzt, gleichermaßen einen weiteren Schleif- und Polierroboter ansteuert, der den Makel beseitigt. Das Bauteil gelangt dazu in eine andere Roboterzelle und wird danach erneut in den Qualitätssicherungsprozess eingeschleust bis das gewünschte Ergebnis erreicht ist oder das Teil als Ausschuss aussortiert wird.
Mit dem gleichen Ansatz prüft die Hirschvogel Umformtechnik nun auch ihre Schmiedeteile vollautomatisch in sechs Ansichten, wobei die Denklinger Lösung auf der Basis von zwei Handlingsrobotern realisiert wurde, um die geringe Prüfzeit von 7 s zu realisieren.
„Im Sinne unseres Verbundprojektes haben wir damit zeitlich korrekt die erste Teillösung erfolgreich umgesetzt und die Ergebnisse in einer zweiten Anwendung umgesetzt“, unterstreicht Thorsten Schüppstuhl den erfolgreichen Projektverlauf. Verbesserungspotenzial steckt dagegen noch in dem werkstattnahen Programmieren der Roboter. Denn die mit großem Aufwand in der Arbeitsvorbereitung erstellten Offline-Programme müssen von dem Werker mit dem seit Jahren unveränderten Teach-In-Verfahren mühsam und extrem zeitaufwendig an die tatsächlich vorhandenen Randbedingungen angepasst werden. Der Einrichter benötigt dafür sowohl umfangreiches Roboter-Know-how als auch tiefgehendes Prozesswissen. Bei der Korrektur des Roboterprogramms könnte er von den effizienten Verfahren der klassischen Offline-Programmiersysteme stark profitieren. Diese Systeme werden jedoch – weil schwer bedienbar und für die Werkstatt überfrachtet – selten direkt an der Roboterzelle eingesetzt. Für den Werker muss folglich das schwierige Programmieren vereinfacht werden. „Das geht aber nur, wenn man die modernen Methoden der Offline-Programmierung an die Roboteranlage und den Anlagenbediener bringt“, sagt Projektleiter Schüppstuhl.
Genau dies ermöglicht das von der Carat Robotic Innovation umgesetzte Offline-Programmiersystem Famos Robotic.
„Damit geben wir dem Bediener nun ein Werkzeug an die Hand, mit dem er das Umprogrammieren und vor allem das Optimieren seiner Programme sehr viel genauer und effizienter als bisher durchführen kann“, erläutert Schüppstuhl. Dass alle diese Maßnahmen den richtigen Weg flankieren, davon sind die Entwickler und vor allem die Anwender im Verbundprojekt fest überzeugt.
Die Robotersysteme werden immer effizienter
Das Programmieren vor Ort muss einfacher werden
Das kann die neue Version
Die Carat Robotic Innovation GmbH, Dortmund, wird auf der Automatica in Halle 3, Stand 629, die neue Release 7 der werkstattnahen Offline-Programmierlösung Famos Robotic präsentieren. Als wesentliche Änderung enthält die roboterunabhängige Version den Kernel Granite One, der den problemfreien Import verschiedenster CAD-Formate ermöglicht, unter anderem auch von Catia 4 und 5, Proengineer und vielen anderen. Das neue Famos Robotic ermöglicht das einfache Generieren von komplexen Roboterbahnen auf der Basis importierter CAD-Daten außerhalb der Roboteranlage. Nach dem schnellen Implementieren der so gewonnenen Roboterprogramme auf die Anwendungsmaschinen bietet die Software dem Programmierer Offline-Werkzeu- ge zum Modifizieren der Programme. Mit einer Simulation lassen sich die generierten Programme in ihrem Ablauf visualisieren. die Machbarkeit von Bearbeitungsprozessen prüfen und Taktzeiten abschätzen. Es können dabei auch mehrere Roboter gleichzeitig simuliert werden.
„Sensorhersteller übernehmen den Markt für intelligente Kameras“


VDMA-Vorstand Dr. Alfred Vogel: Bildverarbeitung und Automatisierung profitieren voneinander
Intelligente Vision Sensoren, die Fertigungsfehler erkennen helfen, sind ein interessanter Trend in der Bildverarbeitung. Sie lassen sich im Gegensatz zu komplexer BV unkompliziert einsetzen, sind durch Software parametrierbar. Wir fragten VDMA-Vorstandsmitglied Dr. Alfred Vogel, wie sich der BV-Markt darstellt.
Das Gespräch führte unser Redaktionsmitglied Werner Möller ia-redaktion@t-online.de
Herr Dr. Vogel, kannibalisiert intelligente optische Sensorik den Markt für komplexe BV-Systeme?
Nein, denn beide Techniken haben ihre Schwerpunkte und ihre Existenzberechtigung. Darum sind intelligente Kamerasysteme auch keine Konkurrenz zu PC-basierter Bildverarbeitung, sondern ergänzen sie sinnvoll in einem zusätzlichen Marktsegment.
Gibt es noch eine scharfe Grenze zwischen der komplizierten Bildverarbeitung und einfachen Lösungen durch intelligente Lichtschranken?
Die Grenze zwischen den beiden Techniken ist unscharf, da es Bereiche gibt, in denen beide Techniken ähnliche Eigenschaften aufweisen. Low-Cost-Bildverarbeitungssysteme sind zwar immer noch teurer, aber dafür flexibler als einfache Sensoren. Bei größeren Stückzahlen wird die Entscheidung zu Gunsten der Sensoren ausfallen.
Kann man hier überhaupt von zwei getrennten Segmenten sprechen, und wenn ja, woher kommen die neuen Anbieter?
Nur ein Teil der Bildverarbeitungssysteme, vor allem aus dem Bereich der intelligenten Kameras, beschäftigen sich mit Aufgaben, die von den so genannten intelligenten Lichtschranken ebenso erfüllt werden. Oft stecken ja auch Kamerachips in diesen Sensoren. Es ist anzunehmen, dass die Sensorhersteller den Markt für intelligente Kameras übernehmen, während sich die Bildverarbeitungsfirmen mit zunehmend komplexeren Themen befassen.
Inwiefern profitiert die Bildverarbeitung von der fortschreitenden Automatisierung?
Einmal sind manche Automatisierungsschritte ohne Einsatz der Bildverarbeitung gar nicht realisierbar. Ich denke hier an die Lageerkennung oder Teile-Identfikation. Dazu verlangt ein vollständig automatisierter Produktionsprozess auch eine In-line-Qualitätskontrolle des Produktes. In beiden Fällen profitiert die Bildverarbeitung von der Automatisierung. Umgekehrt profitieren auch die Automatisierer von der Bildverarbeitungstechnologie.
Die BV erkennt Fehler am fertigen Produkt. Lässt sich mit dieser Information nicht auch der laufende Fertigungsprozess beeinflussen?
Beide Aspekte haben bei der Qualitätskontrolle durch Bildverarbeitung an Bedeutung gewonnen. Die 100-Prozent-Kontrolle stellt sicher, dass auch sporadisch, also zufällig auftretende Fehler nicht zum Kunden gelangen und zu Reklamationen führen. Systematische Fehler – also Fehler, die wegen eines Defekts im Produktionsablauf regelmäßig auftreten – sind auch vorher bei der manuellen Stichprobenkontrolle erkannt worden.
Mit Hilfe der Bildverarbeitung ist es möglich, sehr viel schneller zu reagieren, dadurch Ausschussproduktion zu vermeiden und letztendlich erhebliche Kosten zu sparen …
Die Rentabilitätsrechnung ist allerdings quantitativ oft nicht zu erstellen, da eine exakte Kostenerfassung in der Produktion vorhanden sein muss.
Welche Techniken substituiert die BV in der Industrie, auch vor dem Hintergrund des Kosten-Nutzen-Verhältnisses?
Wenn von Substitution die Rede ist, dann muss in erster Linie das manuelle Qualitätsprüfen genannt werden. Hier führt die Kosten-Nutzen-Rechnung am häufigsten zum Einsatz der Bildverarbeitung. Es sind aber auch mechanische Vorrichtungen und Fördertechniken zum Teilepositionieren, die heute durch Lageerkennung mit Kameras ersetzt werden, meist aus Gründen der Flexibilität und damit der leichten Umrüstbarkeit der Bildverarbeitung.
Wie standardisiert sind die Produkte heute?
Die Hardwareplattformen sind heute weitgehend ähnlich. Der PC hat überall Einzug gehalten. Die Einsteckkarten im PC sind aber immer noch unterschiedlich, vom einfachen Framegrabber bis zum Hochleistungsboard mit Vorverarbeitungsprozessoren. Das Zusammenspiel dieser Komponenten ist oft nicht ohne Tücken, wenn man an Zuverlässigkeit und Prozesssicherheit denkt. Ob Kamera-Link, Fire-Wire-Schnittstelle oder USB – es bleibt dem Bildverarbeitungslieferanten nicht erspart, seine Konfiguration vorher ausgiebig zu testen, bevor die Installation beim Kunden durchgeführt wird.
Kann sich der Anwender seine fertige Lösung als Plug&Play zusammenstellen, und passt sie in die vorhandene Automatisierungslandschaft?
Der Anwender aus der Produktionsindustrie stellt sich seine Anwendung nur in den seltensten Fällen selbst zusammen. Im Laufe der letzten zwanzig Jahre hat es immer wieder Ansätze gegeben, dass große Firmen einen Bildverarbeitungsbereich aufgebaut haben, um sich die Anwendungen in ihrer Produktion selbst zusammenzustellen und nicht von externen Fachleuten abhängig zu sein. In den meisten Fällen wurde diese Aktivität wieder eingestellt, weil die Betriebe weder die Routine noch die Testhilfsmittel haben.
Die richtige Ausleuchtung in der BV war früher häufig problematisch. Hat sich das geändert?
Daran hat sich überhaupt nichts geändert. Verbesserte Dynamikbereiche der Kameras oder hohe Lichtleistung aus modernen Lichtquellen helfen nur etwas, wenn sie richtig angewendet werden – und dazu gehört Erfahrung.
Welche Anwendungen erschließen sich durch immer leistungsfähigere Vision-Sensoren, beispielsweise durch größere Sichtfelder oder serielle Parametrier-Schnittstellen?
Bei den Zeilen- und Flächenkameras hat sich viel getan bezüglich Lichtempfindlichkeit, Geschwindigkeit und Sensorqualität. Dadurch sind Anwendungen möglich geworden, die bis vor kurzem noch als unlösbar oder viel zu teuer galten. Dazu gehört aber auch die enorme Leistungssteigerung bei den PC-Systemen. Ein typisches Beispiel ist die 100-Prozent-Kontrolle von Bahnware, die oft mit Geschwindigkeiten über zwei Metern pro Sekunde und Breiten über einem Meter endlos produziert wird.
Stichwort Software oder Künstliche Intelligenz, was haben wir da in Zukunft zu erwarten?
Der Begriff Künstliche Intelligenz hat sich in der Bildverarbeitung nie so richtig etabliert. Natürlich müssen Bildverarbeitungssysteme intelligent sein. Aber gerade wenn es um die Oberflächeninspektion geht, hat sich der Wunschtraum von selbstlernenden Systemen nicht erfüllt. Und das wird sich wohl in absehbarer Zeit auch nicht ändern. Die Forderung nach Prozesssicherheit erfordert auch eine Software mit vorhersagbaren Ergebnissen.
Teilen:







{kind=link}