





Solide, schnell und völlig unspektakulär versucht ein Schwarzwälder Unternehmen, mit seinem Rundtaktsystem auf Doppel-Schalttrommelbasis der klassischen Mehrspindel-drehmaschine den Schneid abzukaufen. Die Erfolge von Eubamas KE-D können sich sehen und nachrechnen lassen.
Von Chefreporter Wolfgang Filì chefreporter@fili.net
Dass er die Reihe 1997 von dem ehemaligen Konkurrenten Kneissler übernommen hat, dürfte Horst Himmelsbach selten gereut haben. Im Gegenteil: War die Komplettbearbeitungsmaschine Typ KE für den Chef der Rottweiler Eubama GmbH + Co. KG zunächst lediglich eine Ergänzung des eigenen Programms an Rundtaktsystemen, ist die weiter entwickelte Version mit Doppel-Schalttrommel zwischenzeitlich zu einer Art Dauerbrenner geworden.
Das Verkaufsargument für die bis jetzt über 30 Mal verkaufte KE-D ist ebenso simpel wie triftig: „Sie ist weltweit die einzige Rundtaktmaschine, die Werkstücke zwischen 50 und 650 Millimetern Länge in ein und derselben Aufspannung enden- und querbearbeitet“, konstatiert Himmelsbach erfreut. „Das macht sie bei Teilefamilien variabel, und dies bei dem denkbar geringsten Umrüstaufwand.“ Damit meint er Werkstückgruppen, deren Material, Proportionen und Abmessungen vergleichbar sind, die vor allem aber über identische Bearbeitungsstationen gefertigt werden. Wenn es um die Bearbeitung von Rohren, Zug- und Kolbenstangen, Achsen, Wellen und Gewindestangen gegangen sei, habe die Maschine in der Vergangenheit den konkurrierenden Mehrspindeldrehautomaten immer wieder mal die Butter vom Brot nehmen können.
So richtig ab ging die Post aber wohl erst seit Anfang 2000. Da hatten Himmelsbachs Ingenieure der KE-D über die traditionelle Kurvensteuerung hinaus eine Hydraulik nebst neuer CNC gegönnt. Seitdem steigt die Verkaufskurve kräftig an. Knapp die Hälfte der Maschinen tut im Ausland Dienst. Typische Anwender sind die Hersteller von Büro- und Transportmaschinen, die mit Rohren oder stabförmigen Komponenten arbeiten. Rund ein Drittel spant in der Automobilbranche und bei deren Zulieferern. Bearbeitet werden jeweils rotationssymmetrische, lange und schlanke Teile.
Die Rundtaktmaschine KE-D ist ein Fertigungsmittel für die Klein- wie auch die Großserie. Das unterscheidet sie vom Rest ihrer Gattung. Der Eubama-Chef bezeichnet sie deshalb gerne als „Kurz- und Langstreckler“. Bei Werkstückfamilien ist die KE-D mit ihrer variablen Schalttrommel eine Lösung, die in der Komplettbearbeitung und beim Umrüsten ihren Vorsprung an Schnelligkeit und Stückkosten gnadenlos ausspielt: Zeitsparende Rundtakt-Technik, Genauigkeit, solider Maschinenbau, Stabilität und eine einfache Bedienung sind zu einem profitablen System kombiniert.
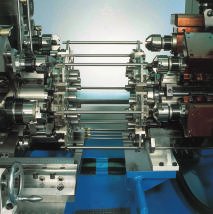
Der Clou ist das Doppelherz des Systems. Zwei Schalttrommeln sind hier gegenüberliegend und in exakter Flucht angeordnet. Sie treiben die Stückzahlen in die Höhe. Ein ausgetüfteltes System mit zwei Aufnahmeringen, die im Endenbereich die langen Werkstücke sicher spannen können, sind ebenfalls ein Unikat der KE-D-Bauart. Mit ihnen werden die Werkstücke genau dort gespannt, wo die Bearbeitung ansetzt. Dies stellt sowohl Stabilität als auch enge Toleranzen sicher.
Profitabel bei Klein- wie auch bei Großserien
Die NC-Steuerung macht außerdem möglich, was werblich oft beschworen, tatsächlich jedoch selten praktiziert wird: Ein Knopfdruck genügt, um die Maschine für die Bearbeitung von Teilefamilien umzurüsten. Die KE-D ist in Sekundenschnelle für die Fertigung abweichender Teileformate eingerichtet. Erreicht wird dies durch den in Blickrichtung rechts angeordneten Einheitenträger. Dieser lässt sich einschließlich der Schalttrommel entweder NC-gesteuert oder manuell für die jeweilige Bearbeitungslänge positionieren. Die Bearbeitungseinheiten werden je nach Anforderung über Kurven, über die Hydraulik oder die CNC geführt.
„Ein weiterer geldwerter Vorteil in der Praxis ist die Flexibilität bei wechselnden Werkstückdurchmessern“, unterstreicht Himmelsbach. So lassen sich Unterschiede bis zu 5 mm überbrücken, ohne dass dazu die Spannbacken ausgetauscht werden müssen. Bei größeren Sprüngen lässt sich die Maschine durch einfachen Wechsel der Spannelemente umrüsten. Auch dies erfolgt ohne großen Zeitaufwand. Hinzu kommt, dass der Arbeitsraum der KE-D gut zugänglich ist und bedienfreundliche Werkzeug-Schnellwechselsysteme und austauschbare Spannaufnahmen dem Einrichter die Arbeit erleichtern.
Weil die Maschine im besten Wortsinn modular aufgebaut ist, sind mit ihr innerhalb eines Teiledurchmessers von 4 bis 40 mm und einer Länge von 50 bis 650 mm nahezu alle rotationssymmetrischen, spanabhebenden oder spanlosen Operationen möglich. Durch die zentrische Spannung ist zudem die Rundlaufgenauigkeit der Werkstücke sichergestellt, so dass die Operationen exakt mittig erledigt werden können. Bedingt durch das Rundtaktverfahren, entspricht die maximale Taktlänge der jeweils längsten Bearbeitungsaktion. Die Steuerung sowie einzelne Bearbeitungseinheiten lassen sich für das spezielle Werkstückspektrum variieren: Die jüngste Generation der KE-D wird entweder mechanisch, hydraulisch oder über eine CNC gesteuert.
Die Flexibilität erstreckt sich auch auf die Materialzuführung: Sie erfolgt entweder vom Coil, mittels Stangenlademagazin oder in Form von Einzelteilen. So lässt die KE-D sich für Ausgangsmaterial aller Art konfigurieren. Zum Optimieren des Gesamtprozesses bietet Eubama auch bei der Einzelteilzuführung Lösungen, die auf den speziellen Einsatz abgestimmt sind, letztlich aber nur die Variation eines bewährten Standards darstellen. Maximal ausgebaut, ist die Maschine dadurch als mannlos arbeitende verkettete Fertigungszelle einsetzbar. Damit ermögliche sie nicht nur den bestmöglichen Rationalisierungseffekt, hebt der Eubama-Chef hervor, sondern auch Investitionssicherheit.
Sein Unternehmen organisiert und leistet den Kundendienst für die in Deutschland arbeitenden Maschinen von Rottweil aus, wo auch die Ersatzteile vorgehalten werden. Südlich der Alpen ist die italienische Tochtergesellschaft zuständig. Obwohl nicht ausdrücklich deklariert, ist ein Servicetechniker im Bedarfsfall in Werktagesfrist an Ort und Stelle. Darüber hinaus bieten die Schwarzwälder einen Teleservice an. Er stellt sicher, dass die Verfügbarkeit der Maschinen – im Normalfall zwischen 85 und 90 % – nicht durch banale Störfaktoren oder Bedienfehler beeinträchtigt wird. Himmelsbach betont, dass dieser Kundendienst mehr beinhalte als die klassische Telefon-Hotline, denn ein Ferngespräch reicht nach seiner Erfahrung selten zur Problembestimmung aus. Auch der Zugriff auf die Maschinensteuerung via Modem lasse bei mechanischen Störungen nur bedingt eine Diagnose oder Fehlerbehebung zu. Dagegen sagten Bilder mehr als viele Worte.
Im Unterschied zum herkömmlichen Tele-Service greift der Hersteller nicht nur per Datenleitung auf die Steuerungen zu, sondern überträgt Audio-, Video- und Maschinendaten in Echtzeit. Taucht an einer KE-D oder an anderen Eubama-Rundtaktmaschinen ein Problem auf, kann sich der zuständige Werker in Rottweil Hilfe holen. Per Video erhält der Servicetechniker online Einblick in die Maschine. Zudem kann der Werker über ein Head-Set mit ihm kommunizieren, die Fehlfunktion beschreiben, auf Wunsch die Kamera positionieren und detaillierte Fragen beantworten. Da das Serviceteam per Videokonferenz live dabei ist, kann das Personal vor Ort das Problem unter Anleitung meist beheben. Das Einsparpotential steigt mit der Entfernung zum Serviceort.
Trotz des bislang erreichten Standards kann sich Horst Himmelsbach natürlich weitere Verbesserungen vorstellen. So seien die bei der Taktzeit unterlegenen Mehrspindeldrehautomaten die rundlaufgenauere Lösung. Bei 0,05 mm Toleranz komme die KE-D an ihre Grenze. Auch beim Bearbeiten von Stahlteilen jenseits von 25 mm Durchmesser sei die Rottweiler Maschine noch nicht am Ende ihrer konstruktiv möglichen Steifigkeit. Kräftig dimensionierte Stoßdämpfer wären hier der klassische Einsatzfall. Außerdem denkt man bei Eubama in Sachen Werkstück-Indexierung über eine Hirth-Verzahnung nach. Auch sie würde die Präzision der Maschine steigern. Eine CNC-Steuerung für sämtliche Achsen schließt er für die Zukunft ebenfalls nicht aus. Wie sollte er auch? Schließlich hat die Weiterentwicklung der Maschine bereits in der Vergangenheit für Erfolg gesorgt.
Technische Daten
Rundtaktmaschine KE-D
Anzahl Stationen horizontal/vertikal 9/3
Bearbeitungseinheiten horizontal/vertikal 9/3
Spanndurchmesser 4 bis 40 mm
Werkstücklänge 50 bis 650 mm
maximale Leistung (Takte/min) 30
Schaltzeit 0,5 s
Arbeitshub bis 70 mm
Bohren in St/Ms bis Durchmesser 10/14 mm
Gewindeschneiden in St/Ms M12/M16
Vorschubsteuerung Kurve/Hydraulik/CNC
Maschinensteuerung SPS/CNC
Fertigung Fertigung auf Langdrehern auf KE-D
Taktzeit/Teil (s) 15 4
Anzahl Teile/h 204 765 (bei 85 % Nutzungsgrad)Anzahl Maschinen 3 1
Stundensatz (Euro/h) 49 43
Maschinenlaufzeit (h) 4085 3268
Stückkosten (Euro) 0,080 0,056
Einsparung mit der KE-D 29,8%
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}