Durch die überlagerte Taumelbewegung dringt das Clinchen in Härtebereiche vor, denen es bisher nicht gewachsen war. Doch jetzt lassen sich selbst höchstfeste Bleche clinchen – ohne Verlust an Fügefestigkeit oder Prozessgeschwindigkeit.
Beim Clinchen entsteht eine druckknopfartige Verbindung zwischen Blechen, ohne dass dafür weitere Fügeelemente nötig sind. Hydraulisch oder pneumatisch angetrieben, drückt ein Stempelwerkzeug die Metallbleche in eine Matrize. Das Material wird dabei so verformt, dass eine kraft- und formschlüssige Verbindung entsteht. Bisher haben sich solche Fügeaufgaben auf Bleche mit Zugfestigkeiten bis 500 MPa beschränkt. Doch dies ändert sich. Die Automobilhersteller verwenden immer häufiger höher- und hochfeste Bleche und stellen damit das Clinchen vor neue Herausforderungen. Bei höherfesten Blechen liegen die Zugfestigkeiten im Bereich bis 500 MPa, bei hochfesten Werkstoffen bis 1000 MPA und bei höchstfesten Blechen reichen sie teilweise noch deutlich darüber hinaus. Zum Beispiel die Belastungsgrenzen der Werkzeuge, vor allem des Stempels, sind beim konventionellen Clinchen längst erreicht.
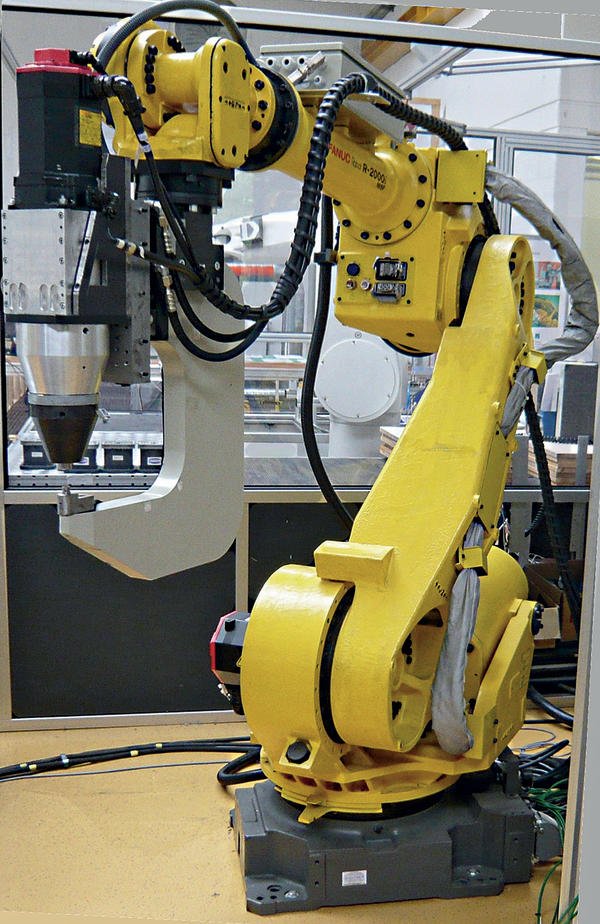
Eine Lösung des Problems bietet das so genannte Taumelclinchen, das sich vielseitig auf Robotern einsetzen lässt und mit einem Bruchteil der bisher benötigten Clinch-Kräfte auskommt. Ein Beispiel dafür ist eine am Fraunhofer IPA in Stuttgart realisierte Anlage (Bild). Beim Taumelclinchen beschreibt der schräg gestellte, rotierende Stempel die Bahnkurve eines Kegelmantels, weshalb die Clinch-Variante auch oft als Kegelmantelverfahren bezeichnet wird. Ein ähnliches, am IPA entwickeltes Verfahren ist das Radialclinchen. Dort bewegt sich der Stempel auf einer überlagerten Rosettenbahn. Beide Varianten ermöglichen es gegenüber dem konventionellen Clinchen mit axial-linearem Stempelvorschub, die Fügekräfte in axialer Richtung deutlich zu reduzieren. Zurzeit arbeitet das Fraunhofer IPA zusammen mit dem Institut für Produktionstechnik (LUT) Dresden daran, den Fügeprozess für höher- und hochfeste Bleche zur industriellen Reife zu bringen, wozu vor allem eine hohe Lebensdauer der Werkzeuge zu zählen ist. Projektbegleitende Industriepartner sind unter anderem die TOX Pressotechnik GmbH, die ThyssenKrupp Stahl AG, die ThyssenKrupp Nirosta GmbH, die Hock GmbH, die Avdel Verbindungselemente GmbH und die Huttenlocher & Schäfer GmbH.
Beim Taumelclinchen sind die Kontaktflächen des Stempels deutlich reduziert, verglichen mit dem konventionellen Clinchen. Die für den umformenden Fügeprozess benötigte Fließspannung kann daher schon mit einer geringeren axialen Fügekraft erreicht werden: Je nach Werkstoff- und Blechpaarung lässt sich die Fügekraft um bis zu 75 % senken.
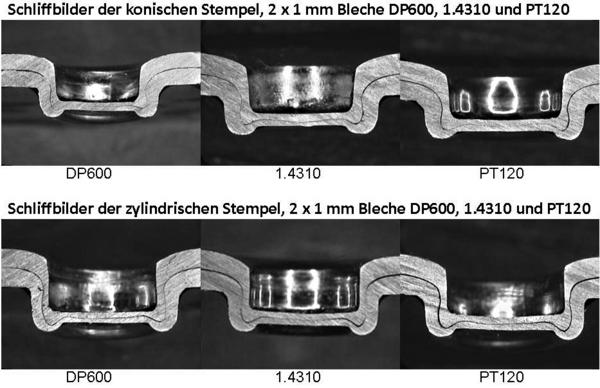
Das ist eine große Chance. Denn die Versuche, höherfeste Bleche konventionell zu clinchen, sind bisher an den extrem hohen Fügekräften gescheitert. Sie reduzierten die Standzeiten der Werkzeuge, insbesondere des Stempels, so weit, dass ein wirtschaftli- cher Prozess nicht mehr gewährleistet war. Anders beim Taumelclinchen: Am Fraunhofer IPA wurden der Dualphasenstahl DP600, der Federbandstahl PT120 und der Edelstahl 1.4310 untersucht. Beim DP600 konnte die Fügekraft von 64 kN beim konventio- nelle Clinchen auf 26 kN fürs Taumelclinchen gesenkt werden. Bei 1.4310 reduzierte sich die Fügekraft von 108 kN auf 33 kN und beim PT120 von 83 kN auf 30 kN.
Die Versuche zeigen außerdem, dass sich die Fügefestigkeiten an höherfesten Blechen mit dem Taumelclinchen sogar steigern lassen. Die Festigkeiten wurden mit Hilfe von Scherzugversuchen ermittelt. Für paarweise taumelgeclinchte, 1 mm dicke Bleche des Werkstoffes 1.4310 betrugen die Festigkeiten bis zu 7,9 kN gegenüber 4,6 kN bei der konventionell gefügten Verbindung. Bei den beiden anderen Materialien, die ebenso paarweise mit 1 mm dicken Blechen gefügt wurden, ergaben sich Füge-Festigkeiten von 5,5 kN gegenüber 3,7 kN (PT120) und von 3,5 kN gegenüber 3,3 kN (DP600). Bemerkenswert ist, dass sich die Stempeleingriffszeiten nicht unterscheiden, sondern beim taumelnden wie beim konventionellen Clinchen nur etwa 0,4 s betragen. Die Fügemethode für die höherfesten Bleche ist also genauso schnell wie die herkömmliche.
Weitere Voruntersuchungen haben gezeigt, dass auch Kombinationen aus den untersuchten Blechwerkstoffen gefügt werden können. Mit überlagerter Taumelbewegung lassen sich also unterschiedliche Werkstoffe clinchen. Ebenso könnte auch versucht werden, mehrere Bleche unterschiedlicher Dicke zu clinchen – und sie damit ohne Wärmeintrag und ohne Beschädigung der Bauteiloberfläche zu verbinden.
Bei den Versuchen mit überlagerter Taumelbewegung wurden Clinchverbindungen von Blechen mit bis zu 1500 MPa Zugfestigkeit hergestellt. Die Kraftersparnis von bis zu 75 % führt dabei noch zu einem weiteren Effekt: Sie ermöglicht es, die Fügeeinrichtungen in Leichtbauweise zu realisieren und so Kosten zu senken. Da sich das Gewicht der C-Bügeleinheit verringern lässt, erübrigen sich Mehrkosten für eine größere Clinchzange, ebenso wie für den damit verbundenen steiferen Roboter. Zugleich verbessert sich die Zugänglichkeit zu kleinen Strukturen.
Der Roboter kann durch die schlanke Gestaltung des C-Bügels und seine siebte Fügeachse jeden Punkt im Arbeitsbereich anfahren, unabhängig von der Ausrichtung des Blechs. Die Leichtbauweise ermöglicht darüber hinaus eine stabilere und günstigere Verfahrdynamik des Roboters mit kürzeren Anfahrwegen der Clinchpunkte, da das Nachschwingen der leichteren Clinchzange weniger stark ausfällt. Nicht zuletzt ergeben sich Investitions- und Energiekosten-Einsparungen durch den Einsatz eines kleiner dimensionierten Hydraulikaggregates zum Aufbringen der axialen Fügekräfte. Weiterhin lässt sich – wie auch beim konventionellen Clinchen – auf jegliche Hilfsfügeteile wie Schrauben, Nieten oder Schweißzusatzstoffe verzichten. Damit entfallen Vorarbeiten wie das Setzen von Durchgangslöchern.
Das Clinchen mit überlagerter Bewegung ist die Voraussetzung für das Fügen höher- und hochfester Bleche. Zusammen mit der Automatisierbarkeit ist sie mehr als nur eine Alternative zur konventionellen Blechfügetechnik.
Arnold Puzik Projektleiter am Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA in Stuttgart
Taumelclinchen minimiert Fügekräfte
Neue Technologien
Höher- bis höchstfeste Bleche, wie sie im Automobilbau immer häufiger eingesetzt werden, ließen sich bisher nicht wirtschaftlich clinchen. Die Stempel hielten die hohen Kräfte einfach nicht aus, jedenfalls nicht lange genug. Da diese beim Taumelclinchen bis auf ein Viertel reduziert sind, ändert sich die Situation und die rationelle Clinchtechnik kann wieder zum Einsatz kommen – auf einer Roboteranlage ohne Wärme, Vorbehandlung und Hilfsfügeteile.
Teilen:








{kind=link}