
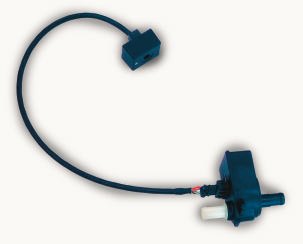

Ein integriertes Motorventil wird bei Murrplastik kostengünstig verschweißt: Für die Verbindung zwischen Gehäuse und Deckel setzt das Unternehmen auf die Ultraschalltechnik. Sie liefert die für die rauhe Umgebung des Motorraumes erforderliche Stabilität.
Walter Schulz ist Journalist in Stuttgart
Unsere Kernkompetenz ist die Entwicklung und Fertigung von Ventilen“, stellt Thomas Übele, Bereichsleiter Baugruppen bei der Murrplastik Produktionstechnik GmbH in Oppenweiler, sein Unternehmen vor. Die Kunden stammen aus der Automobil-, Nutzfahrzeug- und Maschinenbau-Industrie. Darunter finden sich Adressen aus der ersten Riege dieser Branchen: Stolz präsentiert das Firmenprospekt Namen wie BMW, Daimler-Chrysler, Porsche, Fendt und John Deere. Auch Spezialanbieter für Klimaanlagen von Kabinen wie Modine oder Konvekta sind dabei. „Die Qualität unserer Produkte ist eine selbstverständliche Grundvoraussetzung“, so der Schwabe.
Bei dem integrierten Motorventil für die Klimatisierung heißt das unter anderem, dass die Gehäuse und Ventildeckel stabil verbunden sind. „Die Verbindung muss im Motorraum bei sehr rauhen Bedingungen zuverlässig und dauerhaft halten“, konkretisiert der Bereichsleiter. Murrplastik setzt beim Fügen der beiden Kunststoffteile aus Polyamid auf eine Technik, die Spezialisten im Tierreich für ganz andere Zwecke nutzen. Während etwa Fledermäuse die Ultraschalltechnik zur Ortung schnell fliegender Beuteobjekte perfektioniert haben, dienen die nicht oder nur als hochfrequentes Pfeifen hörbaren Schallwellen bei Murrplastik zum Verschmelzen von Ventildeckel mit Ventilgehäuse. Sie bringen die Oberflächen der zu fügenden Teile zum Schmelzen, so dass sie sich unter definiertem Druck verbinden lassen.
Die Herrmann Ultraschalltechnik GmbH & Co. KG aus Karlsbad ist das Unternehmen, das Ultraschall mittels verschiedener Gerätetypen erzeugt und für das Verbinden von Kunststoffteilen nutzbar macht. Murrplastik hat sich nicht von ungefähr für die Karlsbader entschieden. „Wir kennen Herrmann Ultraschall schon von anderen Projekten in unserem Haus. Das gilt sowohl für deren Technik als auch für ihre Problemlösungskompetenz“, erzählt Thomas Übele und kommt dabei ins Schwärmen. „Die haben eine tolle Truppe. Die Beratung ist hervorragend, die Leute sind flexibel, und sie helfen bei der Verfahrensentwicklung.“
Mit anderen Worten: Murrplastik und Herrmann arbeiten bereits auf einer frühen Stufe der Produktentwicklung zusammen. So können die Ventilbauer bereits bei der Auswahl des Thermoplasten auf die Unterstützung der Karlsbader zählen, wenn es um die Fügetauglichkeit geht. Dabei greifen die Experten von Herrmann auf ihre umfangreiche Datenbank zurück, die Ergebnisse wissenschaftlicher Untersuchungen und alle wichtigen Erkenntnisse früherer Projekte enthält. Auf diese Weise erhielt der Kunde Murrplastik automatisch Zugriff auf einen großen Erfahrungs-Pool.
Ein weiterer Service: „Wir konnten unsere Versuche bei Herrmann vor Ort durchführen lassen.“ Das Karlsbader Unternehmen verfügt über ein eigenes Anwendungslabor, das mit moderner Mess- und Prüftechnologie ausgestattet ist. Die Techniker führten die Schweißversuche mit den originalen Ventilteilen durch. Dabei überprüften sie etwa die Homogenität der Schmelze mit Hilfe von Mikrotomschnitten. Weitere Untersuchungen lieferten Aufschluss über die Reiß- und Zugfestigkeit sowie die Dichtigkeit. Jedes das Schweißergebnis beeinflussende Merkmal wurde exakt auf die Schweißaufgabe bei Murrplastik abgestimmt. Die Experten von Herrmann und Murrplastik arbeiteten knapp vier Monate an der Entwicklung und Erprobung, bis letzlich grünes Licht für die Produktion gegeben werden konnte.
Das Schweißen mit Ultraschall ist nicht die einzige in Frage kommende Fügetechnik für die Verbindung von Ventilgehäuse und -deckel. Denkbar wäre auch das Vibrationsschweißen, wobei bei diesem Verfahren allerdings die Genauigkeit nicht ausreichen würde. Für den Einsatz des Heizelementschweißens ist die Teilegeometrie zu komplex, Laserschweißen ist für diesen Fall ohnehin zu unwirtschaftlich und schied von vornherein aus.
„Wir haben anfangs noch darüber nachgedacht, Deckel und Gehäuse mit einer Schnappverbindung und einer dazwischen eingebrachten Dichtung zu verbinden“, erinnert sich Thomas Übele. Eine solche Verbindung wäre auch für die rauen Bedingungen im Motorraum in Frage gekommen. „Eine Kalkulation nach unseren Versuchen hat aber gezeigt, dass diese mechanische Lösung wirtschaftlich ungünstiger ist als das Fügen mit Ultraschall.“
Die Entscheidung fiel letztlich auf Herrmann HS Dialog. Das Gerät ist zur wirtschaftlichen Fertigung kleiner Teile genauso geeignet wie für den Einsatz in einer computergesteuerten Fertigungsstraße. Bei Murrplastik verschweißt die Maschine Deckel und Gehäuse des Motorventils mit einer 0,8 mm breiten und 0,5 mm tiefen Nut. „In der ersten Phase fertigen wir im Zwei-Schicht-Betrieb rund 30000 Teile im Jahr“, erläutert Thomas Übele. Wenn sich die Neuentwicklung am Markt durchgesetzt habe, so Übele weiter, sei mit deutlich höheren Stückzahlen zu rechnen. Bis dahin wird das HS Dialog von Hand bedient: Deckel auf Gehäuse legen, Schweißvorgang auslösen, fertiges Gehäuse entnehmen.
Bei dieser Betriebsart dauert der Fügeprozess 15 s, wovon auf das Schweißen 5 s entfallen. Wenn sich der Bedarf in Zukunft erhöht, wird das Schweißgerät automatisch beschickt. Auch die fertigen Gehäuse lassen sich dann vollautomatisch entnehmen. Die Verantwortlichen bei Murrplastik sind von der Ultraschalltechnik als wirtschaftliches Fügeverfahren und vom Herrmann-Gerät überzeugt. Das System arbeitet sehr exakt und kontrolliert sich selbst. Über die ausgeklügelte Steuerung lässt sich der Schweißprozess überwachen. Das Bediensystem Dialog Touch reagiert auf Fingerzeig. Es ist frei programmierbar, updatefähig und so ausgelegt, dass der Schweißvorgang von der Bedienperson einfach zu beherrschen ist. Alle Schnittstellen entsprechen den gängigen PC-Normen.
Die Kontrolle des Schweißvorgangs erscheint total: Energie, Weg, Schweißzeit und -leistung werden ständig überwacht. Die Daten der letzten 100 Schweißungen werden gespeichert und stehen zur Auswertung oder zum Ausdrucken zur Verfügung. Farbgrafiken zur Darstellung von Schweißleistung, Fügeweg und Schweißkraft geben Auskunft über den genauen Verlauf des Prozesses. Bei so viel eingebauter Prozesskontrolle macht sich Thomas Übele keine Sorgen mehr um die Qualität des neuen Motorventils: „Jetzt muss es nur noch seinen Markt erobern.“
Stichwort Ultraschall-Fügen
Hohe Prozessgeschwindigkeit und reproduzierbare Schweißergebnisse mit fester, sauberer Schweißnaht haben die Ultraschall-Fügetechnik zum beliebten Verbindungsverfahren für technische Kunststoffe gemacht.
Gute Resultate hinsichtlich Festigkeit, Dichtigkeit und optischem Eindruck lassen sich nur erreichen, wenn die Fügeteile verfahrens- und werkstoffgerecht gestaltet wurden.
Bei den zu fügenden Teilen muss der Kon-strukteur bereits die Anforderungen des Ultraschallschweißens berücksichtigen. Das gilt auch für die Kon-struktion der Spritzgießwerkzeuge. Nachträgliche Werkzeugänderungen wären sehr teuer.
Harte, amorphe Kunststoffe wie PC, PS, SAN, ABS und PMMA haben günstige Übertragungseigenschaften für die Ultraschallenergie. Teilkristalline Kunststoffe wie PA, PP, PE und POM sind dagegen nur im unmittelbaren Nahfeld der Sonotrode schweißbar.
Teilen:








{kind=link}